Sudaro sąlygas vienodai gamybai. Strateginis valdymas įmonėje
Pagrindinė dispečerinės užduotis – sudaryti optimalias sąlygas nenutrūkstamam, koordinuotam visų pagrindinės ir pagalbinės gamybos cechų darbui, kad būtų laikomasi kalendorinio produkcijos judėjimo gamyboje grafiko ir griežtai laikytis jų išleidimo terminų.
Vienodas ir nenutrūkstamas mašinų gamybos įmonės darbas vykdomas tik griežtai kontroliuojant ir reguliuojant gamybą. Norint įvykdyti kalendorinius planus ir grafikus, būtina greitai organizuoti esamą gamybos eigą. Įmonėje tai atlieka dispečerinė tarnyba, kuri stebi ir reguliuoja gamybos procesą.
Gamybos dispečerinė yra centralizuota esamos gamybos eigos operatyvinio valdymo sistema, pagrįsta planu ir grafikais, skirta gamybos planų įgyvendinimui užtikrinti. Ši sistema sudaro sąlygas vienodai gamybai pagal planą per trumpą laiką – pamainą, dieną, savaitę, dešimtmetį; gamybos proceso pažeidimų prevencija ir neatidėliotinas pašalinimas, nepertraukiamai ir koordinuotai visų grandžių veikimui, ritmiškam cechų, sekcijų, darbo vietų darbui, grafikų įgyvendinimui, problemų ir gamybos disbalanso prevencijai ir šalinimui.
Siuntimo metu įmonėje sprendžiamos šios užduotys:
Kasdienių pamaininių užduočių kūrimas, remiantis duomenimis iš vidinės parduotuvės veiklos planavimo lygio;
Operatyvinė apskaita ir gamybos proceso kontrolė;
Nukrypimų nuo planuojamos gamybos eigos priežasčių analizė;
Gamybos eigos reguliavimas.
Įmonės dispečerinės tarnybos organizavimas priklauso nuo gamybos tipo ir masto. Didelės apimties gamyboje reikalinga griežta esamos gamybos eigos tvarka, taip pat greitas informacijos gavimas apie užsakymo judėjimą gamyboje ir įrangos pakrovimą dispečeriui. Nepertraukiamos gamybos sąlygomis dispečerinė sprendžia šiuos klausimus: srauto taisyklių laikymasis; gamybos apimties kontrolė; rezervų būklė; gatavų gaminių ar pusgaminių gamybos laiko koregavimas pagal tam tikrą ritmą. Masinės gamybos sąlygomis pagrindinėse gamybos proceso operacijose vykdoma kasdienė arba pamaininė kontrolė. Įmonė turi veikti tam tikru ritmu. Smulkioje gamyboje dispečerinės funkcijos apima produktų išleidimo laiko stebėjimą, operatyvų užsakymų judėjimo reguliavimą per pagrindinius gamybos etapus.
Mašinų gamybos įmonės dispečerinė tarnyba sprendžia kontrolės ir reguliavimo klausimus tarp parduotuvių lygiu; parduotuvės viduje; vykdo operatyvų valdymą ir esamos gamybos eigos kontrolę.
Išsiuntimas grindžiamas mašinų gamybos įmonės cechų ir sekcijų gamybinės veiklos rezultatų operatyvinės apskaitos duomenimis. Kuriant kalendorinius planus parduotuvės viduje (įrangos pakrovimo grafikai ir darbo tankis) ir pamainines kasdienes užduotis, naudojama informacija apie esamą gamybos eigą. Ši informacija, atspindinti pagrindinių, pagalbinių ir paslaugų gamybos cecho praėjusios dienos ar pamainos darbo rezultatus, turėtų būti kaupiama dispečerinėse.
Apdorota informacija pateikiama atitinkamų suvestinių duomenų forma. Informacijos gavimo savalaikiškumas, išsamumas ir patikimumas tiesiogiai įtakoja parengtų kasdienių pamainų užduočių kokybę. Operatyvinė apskaita turi būti atliekama operatyviai ir greitai, tiksliai atvaizduoti gamybos vaizdą, informacija turi būti paprasta ir patogi.
Išsiuntimo sistema gamybinėje įmonėje gali normaliai funkcionuoti tik tada, kai visoje įmonėje yra aiškiai sutvarkyta veiklos apskaitos sistema. Tokia sistema turi turėti didelį informacijos rinkimo ir apdorojimo efektyvumą: neįtraukti perteklinės informacijos perdavimo; užtikrinti gaunamos informacijos apibendrinimą apskaitai reikalinguose skyriuose; iki minimumo sumažinkite rankų darbą pildydami pirmines apskaitos dokumentų formas, būkite ekonomiški.
Įvairių rūšių produkcijos apskaitos objektai yra skirtingi:
Didelės apimties gamybos sąlygoms - užduotis kiekybine prasme ir jos įgyvendinimas;
Mažos apimties gamybos sąlygoms – įrangos pakrovimas ir kiekvieno užsakymo apdorojimo terminai.
Mašinų gamybos įmonėse operatyvinė apskaita vykdoma pagal operacijas ir pagal užsakymus.
Pamainos užduotis yra pirminė operatyvinės apskaitos dokumentacija, kurioje nustatoma pamainos užduotis mašinai ar ceche esančiam plotui ir joje fiksuojamas darbų kiekis pagal užsakymus. Šiame dokumente sujungiami planavimo tikslai ir apskaitos informacija, todėl lengviau stebėti gamybos eigą.
Taikant procesų apskaitą, kasdien parengiama suvestinė (ataskaita) apie seminaro pagrindinių operacijų plano įgyvendinimą. Ši ataskaita perduodama vyriausiajam dispečeriui arba įmonės vadovui.
Dažniausia užsakymų apskaitos forma yra darbo užsakymų lapas, kuriame įrašomi duomenys apie užsakymo judėjimą gamyboje. Taip pat naudojamos specialių užsakymų kortelės. Juose kasdien pateikiama informacija apie kiekvienos operacijos atliktų darbų kiekį kaupimo principu.
Serijinės ir vienetinės gamybos sąlygomis pildomas maršruto lapas, kuris yra patogi apskaitos ir užsakymo būklės stebėjimo forma. Jis lydi užsakymą visuose gamybos proceso etapuose.
Gamyboje grafika užima ypatingą vietą kaip apskaitos įrankis. Grafinių apskaitos metodų privalumas – apskaitos duomenų registravimo supaprastinimas. Grafike aiškiai matyti tikrasis užsakymų judėjimas. Operatyvinės apskaitos rezultatai naudojami veiklos planavime ir gamybos reglamentavime. Dėl buhalterinės apskaitos duomenų palyginimo su kalendoriniais planais susidaro dienos pamainos paskyrimai, padedantys greitai reguliuoti gamybą.
Dispečerinės vykdoma kontrolė nukreipta ne tik į plano įvykdymą mėnesio pabaigoje, bet ir kasdien. Mašinų gamybos įmonių dispečerinės tarnybos kontrolės objektai yra užsakymų paleidimo į gamybą ir gatavų gaminių išleidimo laikas, taip pat užsakymų judėjimas per gamybos proceso operacijas, užsakymų užbaigtumas, užsakymų aprūpinimas medžiagomis, įrangos pakrovimo efektyvumas.
Dirbtuvių dispečerinė tarnyba stebi esamą gamybos eigą šiais klausimais:
Gamybos apimtis pagal cechą;
Pusgaminių ir medžiagų tiekimas į cechą;
Operatyvus gamybos paruošimas ir darbo vietų aprūpinimas viskuo reikalinga.
Gamybos apimties kontrolė ceche vykdoma pagal kalendorinius planus ir kasdienių pamainų paskyrimus, medžiagų ir pusgaminių priėmimo į cechą kontrolė – pagal kalendorinį produktų paleidimo į gamybą grafiką. Gamybos operatyvinio paruošimo ceche kontrolė vykdoma pagal teminį planą ir grafikus. Dabartinė gamybos eigos kontrolė susideda iš suplanuotų terminų laikymosi, pagrindinių operacijų ir užsakymų darbų atlikimo.
Gamybos procesą gamybos linijoje valdo linijos ritmas. Norint išlaikyti gamybos linijos ritmą, būtina palaikyti standartinio lygio sąveikos darbinius ir rezervinius rezervus. Svarbi vieta sklandžioje gamybos linijos veikloje tenka savalaikiam medžiagų ir pusgaminių tiekimui į gamybos proceso operacijas.
Dispečerinė kontrolė įmonėje vykdoma lyginant operatyvinę informaciją su planuojama informacija apie gamybos etapus ir užsakymus. Nustačius nukrypimus nuo plano įgyvendinimo, imamasi priemonių jiems pašalinti, tuomet atsiranda poreikis reguliuoti gamybos procesą.
Mėnesiniai veiklos planai koreguojami keičiant kalendorinius planus ir parengiant dešimties dienų arba savaitės seminarų ir skyrių tvarkaraščius.
Įmonės dispečerinės aparato organizacinė struktūra priklauso nuo gamybos tipo, pobūdžio ir masto bei gamybos struktūros. Didelėje įmonėje dispečerinė tarnyba gali būti pavaldi gamybos direktoriui. Mašinų gamybos įmonėse gali būti dispečerinis skyrius, kuriam vadovauja vyriausiasis dispečeris. Jis yra atsakingas už siuntimo grupes, kurios sąveikauja su įvairiais struktūriniais padaliniais, kad užtikrintų ritmingą gamybos eigą. Centriniame dispečeriniame biure yra pagrindinės ir pagalbinės gamybos bei gamybos paruošimo dispečerinės grupės.
Šiuolaikinėmis rinkos sąlygomis gamybos operatyvinio reguliavimo sistema turėtų būti orientuota į suplanuotų rodiklių, suteikiančių dideles bendras pajamas kiekvienai įmonei, gavimą. Daugelio įmonių gamybos apimčių sumažėjimas, galimi faktinės gamybos eigos nukrypimai nuo eksploatacinių grafikų ir kiti rinkos veiksniai žymiai padidina gamybos planavimo apskritai ir veiklos kalendorinio planavimo vaidmenį ir svarbą, ypač įgyvendinant daugelį svarbių šiuolaikinės gamybos funkcijų. inžinerinė gamyba. Esant tokioms sąlygoms, pagrindinė gamybos veiklos reguliavimo gairė turėtų būti ne nustatytų nukrypimų šalinimas, o būtinų gamybos sąlygų sukūrimas produktų išleidimo planams įgyvendinti. Tai prisidės prie planuotų aukštų finansinių rezultatų, kurie yra vienas pagrindinių gamybos efektyvumo augimo rinkos rodiklių, bei pagrindinių įmonės strateginių ir veiklos tikslų siekimo.
Efektyviausias dispečerinio personalo darbas pasiekiamas įmonėje veikiant automatizuotoms darbo stotims (AWS). Naudojant automatizuotą darbo vietos dispečerį, visa informacija apie planuojamą produkcijos gamybos laiką ir planuojamus įrangos pakrovimo grafikus kaupiama kompiuteryje. Dispečerio užduotis šiuo atveju – operatyviai į PC įvesti informaciją apie nukrypimus nuo planuojamos gamybos eigos ir koreguoti grafikus.
- 2 testai
- Problema Nr. 3 21
- Problema Nr.6 23
- Problema Nr. 12 24
- Problema Nr. 15 27
- Literatūra 30
Testai
1. Kodėl gamybos tyrimai pradėti aktyviai vykdyti X mVIIIšimtmetį?
b) tai susiję su kapitalistinio gamybos būdo formavimusi ir plėtra.
2. Kas pasiūlė iš anksto planuoti visos įmonės darbo metodus ir visą gamybinę veiklą?
c) F. Teiloras.
3. Kas sukūrė judesių mikroanalizės metodą?
b) F.B. Gilbert ir L. Gilbert;
4. Ar pagrindiniai gamybos operacijų elementai priklauso nuo darbo turinio?
Šią poziciją Gilberto sutuoktiniai įrodė kurdami judesių mikroanalizės techniką.
6. Ar įmonės veiklą galima laikyti sudėtinga vieninga sistema, susidedančia iš mažiau sudėtingų pavaldinių tinklo?
Įmonės veikla yra sudėtingas, daugialypis procesas, kurį galima laikyti sistema, susidedančia iš kelių posistemių. Nuo koordinuoto šių posistemių darbo priklauso visos įmonės efektyvumas.
7. Kas apima „tyrimų“ posistemį?
c) darbo grafiko sudarymas.
„Tyrimų“ posistemis taip pat gali apimti: projektų vystymo krypčių nustatymą; išlaidų sąmatų apskaičiavimas ir išlaidų kontrolės metodai; kuriamo produkto patikimumo nustatymas ir kt.
8. Ar Rusijos įmonėse teikiamos specialios gamybos valdymo paslaugos?
Didžioji dauguma Rusijos įmonių neturi specialios gamybos organizavimo paslaugos, nes gamybos dydis dažnai neleidžia išlaikyti papildomų darbuotojų. Tokių paslaugų buvimas būdingas didelėms įmonėms, kurios turi sudėtingą ir didelio masto gamybos procesą.
9. Ar planavimas, analizė ir kontrolė yra atskiri visos sistemos tyrimo etapai?
Planavimas, analizė ir kontrolė yra visos gamybos sistemos funkcijos.
10. Už esamo sistemos veikimo planavimą ir stebėjimą atsako:
a) gamybos vadovai;
11. Kuriam posistemiui galima priskirti mašinų gamybos gamyklos mechaninę cechą:
a) apdorojimas;
12. Kuriam posistemiui mašinų gamybos gamyklos mokslinė ir techninė biblioteka turėtų būti priskirta:
b) saugumas.
13. Kuris posistemis turėtų būti įtrauktas į kokybės kontrolę:
b) planavimo ir valdymo posistemis.
14. Ar tiesa, kad gamybos valdymo ciklas prasideda nuo planavimo?
Kadangi planavimas leidžia nustatyti būsimų veiksmų pobūdį, formas ir seką.
15. Ar vidutinės trukmės ir veiklos planai turi būti pavaldūs strateginiams tikslams?
Kadangi vidutinės trukmės ir veiklos planai yra įrankiai strateginiams tikslams pasiekti.
16. Ar sutinkate su teiginiu, kad strateginis planavimas šiuolaikiniame valdyme užima pagrindinę vietą?
Kadangi strateginiai tikslai lemia pagrindines organizacijos raidos kryptis ilgam laikotarpiui.
17. Kiek strateginio planavimo lygių skiriama valdyme?
18. Ar yra skirtumų tarp strateginių planų ir funkcinės strategijos?
Strateginiuose planuose paprastai atsižvelgiama į galimybę per tam tikrą laikotarpį pasiekti tam tikrą poziciją rinkoje. Funkcinėje strategijoje atsižvelgiama į konkrečias funkcijas: pardavimą, atsargų valdymą, pirkimą, gamybą, optimalų žmogiškųjų ir materialinių išteklių panaudojimą ir kt.
19. Kuri iš šių strategijų yra skirta išlaidų mažinimui:
Išlaidų kontrolės strategija.
Ši strategija pagrįsta savo sąnaudų mažinimu, palyginti su konkurentų išlaidomis. Vykdoma privaloma kaštų kontrolė, kurios dėka pasiekiamas aukštas gamybos efektyvumas. Mažesnėmis sąnaudomis įmonė stengiasi išlaikyti aukštą pelno lygį, nors kainos mažesnės nei konkurentų.
20. Ar skiriasi diferenciacijos ir fokusavimo strategijos?
Diferencijavimo strategija siekiama tiekti rinkai prekes ar paslaugas, kurių kokybė yra patrauklesnė nei konkurentų. Fokusavimo strategija grindžiama pelningiausio ir efektyviausio veiklos tipo nustatymu ir susitelkimu į jį.
21. Ar sutinkate su teiginiu, kad pagrindinė fokusavimo idėjos strategija yra susikoncentravimas į tai, ką mokate geriausiai?
22. Ar yra skirtumų tarp strateginių planų ir funkcinės strategijos?
Funkcinė strategija arba gamybos proceso strategija yra skirta palaikyti įmonės strategiją, sprendžiant problemas, kurios formuojamos atsižvelgiant į kliento poreikius.
23. Ar galima įgyvendinti gamybos strategiją be reklamos plano?
24. Tikslinamas galutinis pardavimo planas:
Sukūrus įgyvendinimo planą.
25. Ar struktūriniai sprendimai dėl vertikalios integracijos, gamybos pajėgumų, masto ir gamybos orientacijos turėtų būti susieti?
Kadangi visi struktūriniai sprendimai yra gamybos sprendimų komplekso dalis. Jie žiūri į įvairius gamybos proceso aspektus.
26. Informacija apie bendros panašių prekių ir paslaugų paklausos dinamiką rinkoje reikalinga:
Pagrįsti tikėtiną perėjimą prie keičiamų prekių gamybos;
27. Ar yra skirtumų tarp organizacinės struktūros ir laikinųjų (projektinių) struktūrų?
Bendra organizacijos struktūra gali tęstis gana ilgai. Tačiau įmonė gali turėti laikinų užduočių, susijusių su plano įgyvendinimu. Tokiu atveju sukuriamos laikinos (projektinės) organizacinės struktūros.
28. Ar sutinkate su teiginiu, kad reikia keisti organizacijos struktūrą?
Ši nuostata labiau būdinga užsienio įmonėms, tačiau taikoma ir Rusijos praktikoje. Jei organizacija vystosi, tai jos struktūra turi keistis, kad geriausiai atitiktų savo veiklos tikslus.
29. Ar sutinkate su teiginiu, kad svarbiausias „apibrėžimo ir organizavimo“ etapo komponentas yra savo padėties rinkoje įvertinimas?
Vertinimas atliekamas siekiant nustatyti įmonės padėtį pramonės rinkoje; pritraukti investuotojų lėšas į perspektyvią gamybą; kuriant programas patekti į naujas rinkas.
30. Ar klasikinės vadybos teorijos taikytinos gamybos valdyme?
Apskritai klasikinės teorijos vadybos srityje yra veiksmingos šiuolaikinėmis sąlygomis, tačiau šiuolaikinė vadyba remiasi atsižvelgimu į teorijos ir praktikos pasiekimus vadybos srityje.
31. Jei atsakymas į 30 punktą yra teigiamas, pateikite įvairių teorijų panaudojimo lyderystės srityje gamybos valdymo srityje pavyzdžių.
32. Ar yra kokių nors reikalavimų formuluojant tikslą?
Tikslai turi atitikti šiuos reikalavimus: konkretūs, matomi, nuoseklūs ir realūs.
33. Ar turi būti grįžtamasis ryšys tarp vadovo ir pavaldinių?
Grįžtamasis ryšys tarp vadovo ir pavaldinio leidžia tiksliau suprasti vadovybės nurodymus, leidžia koreguoti įtakos pavaldiniams metodus ir vykdyti kontrolę.
34. Ar vartotojo tipas turi įtakos organizacijos struktūrai?
Įmonės suinteresuotos organizuoti darbą taip, kad būtų galima kuo geriau patenkinti visų klientų grupių poreikius. Remiantis rinkos segmentavimu, organizacijoje gali būti sukurti atitinkami padaliniai.
34. Dalių perdavimo būdas, kai apdorojimas atliekamas partijomis, ir perėjimas nuo operacijos prie eksploatacijos tik apdorojus visą partiją:
b) nuoseklus;
35. Vienetinėje ir smulkioje gamyboje dažniausiai naudojama:
c) lygiagrečiai nuosekliai;
36. Pagrindinis PP skirstomas į šias funkcijas:
a) pirkimas, perdirbimas ir surinkimas;
37. Įrangos skyriai yra išdėstyti TP tvarka:
a) nuoseklumas;
38. Gamybos ciklo trukmė yra:
a) laikas, per kurį perdirbti produktai yra gaminami;
39. Lygiagretusis nuoseklus judėjimo tipas:
a) nuo operacijos iki eksploatacijos dalys perduodamos atskirai arba mažomis partijomis;
40. Naudojamas lygiagretus judėjimo tipas:
c) didelio masto ir masinėje gamyboje;
41. Gamybos procesas vyksta:
b) laike ir erdvėje;
42. Vienoje darbo vietoje atlikta techninio proceso dalis:
b) technologinis veikimas;
43. Pagrindinis PP yra:
b) procesas, kurio metu žaliavos ir medžiagos paverčiamos produktais;
44. Technologinis procesas yra:
a) procesas, dėl kurio keičiasi gaminio forma, matmenys ir savybės;
45. Pagal formulę: T=S tPC. i + /n - 1/x/S tPC. b - S tPC. m/ paketinio apdorojimo trukmė nustatoma:
a) lygiagrečiai;
46. Darbo procesas, kurio metu nesukuriama produkto, yra:
c) aptarnaujantis PP;
47. Netechninis procesas yra:
b) visos kontrolės ir transportavimo operacijos nuo pirmosios gamybos operacijos atlikimo iki gatavo produkto pristatymo;
48. Produktas yra:
b) bet koks darbo elementas, kuris turi būti pagamintas gamyboje;
49. Gamybos ciklo trukmė nustatoma pagal formulę:
a) Tc = T pagrindinis + T obs + T per
50. Proporcingumas yra:
d) nėra teisingo atsakymo.
Proporcingumas – tai visų įmonės padalinių – cechų, sekcijų, atskirų gatavų gaminių gamybos darbo vietų – apyvartos (santykinis našumas per laiko vienetą) atitikimas.
51. Vienalaikis vienos sudėtingos programinės įrangos skirtingų dalių vykdymas vienu metu yra:
1. Lygiagretumas.
52. Gamybos procesas yra toks:
1. Tarpusavyje susietų darbo procesų visuma, kurios rezultate žaliavos virsta gatava produkcija.
53. Csukuriavienodos gamybos sąlygosevisą planavimo laikotarpį:
1. Ritmas.
54. Naujos technologijos kūrimo procese pereina šiuos etapus:
1. Moksliniai tyrimai, projektavimas ir techninė plėtra, gamybos plėtra.
55. Vykdoma technologinio proceso plėtra:
1. Išbandžius konstrukciją, kad būtų galima pagaminti.
56. Projekto detalumo laipsnis priklauso nuo:
1. Dalies tipas.
57. Medžiagos naudingumo koeficientas apskaičiuojamas pagal formulę:
2. Kim = Md / Mz * 100
58. Techninių procesų derinimas apskritai ir projektinėje dokumentacijoje baigiamas:
3. Dizaino mokymai.
59. Pradinis gaminio projektavimo etapas yra:
1. Techninės specifikacijos.
60. Produkcijos pagaminamumo rodikliai gali būti:
2. Absoliutus ir santykinis.
61. Eksperimento procesas naudojamas, kai:
1. Vienetinė produkcija.
62. Išlaidos, priklausomai nuo apdorojimo būdo, vadinamos:
1. Technologinė kaina.
63. Gaminio paskirtį, taikymo sritį, eksploatacinius, techninius ir ekonominius reikalavimus lemia:
1. Techninės specifikacijos.
64. Bendra prekės išvaizda, pagrindinė jo idėja lemia:
1. Projekto projektas.
65. Detalių geometrinių formų ir dydžių skaičiavimas, medžiagų ir ruošinių pasirinkimas nustatomas sudarant:
1. Techninis projektas.
66. Ar sutinkate su teiginiu, kad efektyvus gamybos valdymas neįmanomas be mokslinio darbo organizavimo?
Darbo organizavimas turėtų būti grindžiamas mokslo laimėjimais ir gerąja patirtimi, užtikrinant didesnį darbo našumą ir žmonių sveikatos išsaugojimą.
67. Kuris gamybos valdymo komponentas turėtų apimti „darbo organizavimą“:
B) sąlygų ir organizavimo nustatymas
68. Profesinis ir kvalifikacinis darbo pasidalijimas yra susijęs su:
69. Ar reikalingos papildomos sąlygos moksliniam darbo organizavimui?
Norint įvesti mokslinį darbo organizavimą, reikia laikytis šių sąlygų:
Įgyvendinimo plano rengimas;
Už šį darbą atsakingo padalinio ar atlikėjo (atsakomybės centro) steigimas;
Aiškiai apibrėžtos atsakomybės ir kontrolės funkcijos;
Personalo mokymo ir atestavimo sistemos sukūrimas;
Sukurti materialinių ir moralinių paskatų dirbti sistemą.
70. Ar sutinkate su teiginiu, kad organizuojant darbo vietą reikia aprūpinti ją tam tikra tvarka išdėstytais įrankiais ir darbo objektais?
Tai kyla iš darbo vietos organizavimo apibrėžimo.
71. Nuolat atliekamų darbų kiekis ir darbo intensyvumas atspindi:
B) darbo vietos organizacinis lygis.
72. Kur prasideda darbo vietos planavimas:
A) darbo vietos vietos nustatymas svetainėje pagal jos specializaciją;
73. Ar planuojant paslaugų sritis būtina atsižvelgti į paraiškų srautą?
Paslaugų užklausų srautas per laiko vienetą yra pradinė charakteristika, į kurią reikėtų atsižvelgti planuojant paslaugų sritis.
74. Ar žinių apie paslaugų srautą ir intensyvumą pakanka, kad būtų galima įvertinti priimtą paslaugų sistemą?
Taip pat patartina ištirti į aptarnavimo zoną įtrauktos įrangos panaudojimo laipsnį, kuriam būtina išanalizuoti įrangos veikimo laiko elementų struktūrą.
75. Jei santykis tarp eksploatavimo laiko ir mašinos veikimo laiko yra didesnis nei vienas, aptarnavimo sritis:
B) nepriimtina.
76. Ar darbo standartizavimas turi reikšmės gamybos vadovo darbe?
Darbo normavimas leidžia sudaryti sąlygas vienodo intensyvumo ir intensyvumo darbui ne tik atliekant identiškus, bet ir nepanašius darbus.
77. Ar darbuotojams turi būti taikomi darbo standartai?
Darbuotojų darbas taip pat gali būti matuojamas terminais ir veiklos rodikliais.
78. Ar yra skirtumų tarp „standartinio laiko“ ir „standartinės gamybos“ sąvokų?
79. Ar patartina taikyti mikroelementų normavimą darbuotojams?
Mikroelementų etalonų sistema leidžia tirti darbo metodus. Tai svarbu norint nustatyti darbo būdo ir praleisto laiko pokyčius.
80. Kuris darbo našumo matavimo metodas yra tinkamesnis veiklos valdymui?
Darbo.
Kadangi darbo intensyvumo rodikliai gali būti skaičiuojami pagal darbo sritis ir darbuotojų kategorijas.
81. Kokia yra logistikos sistemos su fiksuotu užsakymo dydžiu esmė?
Fiksuoto užsakymo kiekio sistema kontroliuoja atsargų lygį. Kai atsargų lygis nukrenta žemiau nustatyto lygio (užsakymo taškas), išduodamas papildymo nurodymas. Šioje sistemoje svarbus tampa ekonomiškai pagrįsto (optimalaus) užsakymo dydžio nustatymas.
82. Kokia yra logistikos sistemos su fiksuotu laiko intervalu esmė?
Sistema su fiksuotu laiko intervalu tarp užsakymų apima užsakymus papildyti atsargas tam tikru dažnumu.
83. Kaip nustatomas medžiagų poreikis?
Yra trys medžiagų poreikio apskaičiavimo metodai: deterministinis (tam tikras); stochastinis (tikimybinis, atsitiktinis); euristinis. Labiausiai paplitęs ir patikimiausias yra deterministinis arba tiesioginio skaičiavimo metodas.
84. Kokia praktinė ABC analizės ir XYZ_analizės reikšmė?
ABC analizė dažniausiai naudojama medžiagoms paskirstyti pagal kiekį ir kainą (ar kai kurias kitas charakteristikas).
Naudojant XYZ analizę, sandėlyje esančių dalių asortimentas paskirstomas priklausomai nuo vartojimo dažnumo.
85. Kokios yra sistemos su« išstumdamas» Ir« traukiant» gaminami produktai?
Į gamybą paleidžiamų produktų stūmimo sistema daro prielaidą, kad gaminių gamyba prasideda viename gamybos linijos gale, pereina nuoseklią technologinių operacijų seriją ir baigiasi perdirbimu kitame gamybos grandinės gale.
Produktų „traukimo“ sistema apima produktų gavimą iš ankstesnės vietos, jei reikia. Centrinė valdymo sistema netrukdo keistis medžiagų srautais tarp skirtingų įmonės skyrių ir nenustato jiems dabartinių gamybos tikslų.
86. Kas yra sandėlis?
c) pastatai, statiniai, įrenginiai, skirti įvairioms materialinėms vertybėms priimti, koncentruoti ir saugoti, paruošti pramoniniam vartojimui ir ritminiam išleidimui vartotojams
87. Koks yra standartiškiausias gaminio judėjimo tipas?
a) dviejų ešelonų;
88. Kiek yra paslaugų klasių?
89. Kiek yra bendro sandėlio ploto komponentų?
keturiese.
90. Į kiek grupių skirstomos pakrovimo ir iškrovimo mašinos?
91. Kas lemia aptarnavimo sistemos įvykių seką?
a) poreikių srautas;
92. Kokia yra ekspansyviojo apkrovos koeficiento priklausomybė nuo mašinos veikimo laiko?
a) tiesus;
93. Kokius mašinos charakteristikų pokyčius lems maksimaliai išnaudojus mechanizmo keliamąją galią ir greitį?
a) į sustiprėjimą;
94. Kokias vidinės ekonominės rizikos sritis gali išskirti atsakomybės centrai?
Transportas, tiekimas, gamyba, gatavos produkcijos sandėliavimo rizika, pardavimas, valdymas.
95. Kokie įmonės struktūriniai padaliniai gali būti jos sąnaudų kaupėjai? Kas dar gali būti sąnaudų paskirstymo pagrindas?
Išlaidų centras, kaip ankstesniame etape priimtas klasifikavimo pagrindas, naudojamas kaip organizacinis vienetas sąnaudoms kaupti prieš vėlesnį jų paskirstymą bet kokiu pagrindu.
Priklausomai nuo išlaidų detalizavimo laipsnio ir krypties, tokiu pagrindu gali būti nedideli struktūriniai įmonės padaliniai, produktų rūšys, gamybos veiksniai ir kt.
96. Kodėl atliekant lyginamąją dviejų įmonių ekonominės rizikos analizę, gamybos veiksniai yra geresni kaip rizikos grupių nustatymo požymis, o ne, pavyzdžiui, prekių asortimentas?
Rizikos grupių nustatymas pagal gamybos veiksnius yra universalus visoms įmonėms.
97. Kokiai situacijai būdingas 1,1 atitikties indeksas?
Nėra rizikos, kad šioje gamyboje produktai nebus paklausūs.
98. Kokį vadovybės sprendimą ir kodėl priimsite, kai pagamintos produkcijos kainos atitikties indeksas yra 1,1? Kokios galimos jūsų sprendimo pasekmės įmonei?
Tinkamumo indeksas 1,1 rodo, kad produkto paklausa viršija jo pasiūlą. Esant tokioms sąlygoms, pagamintos produkcijos kaina gali būti padidinta, o tai padidins įmonės pelną.
99. Kodėl, kai atitikties indeksas yra 0,85, gali padidėti gamybos kaštai ir mažėti gaminių kokybė?
Atitikties indeksas 0,85 rodo didelę riziką, kad produktas nebus paklausus. Esant tokiai situacijai, gamybos apimtis bus minimali, taip pat investicijų apimtis produkcijos vienetui. Dėl to padidės gamybos sąnaudos ir pablogės gaminių kokybė.
100. Kodėl ir kokią gamybos laiko dalį, kai kyla produktų paklausos stokos rizika, teisingiau priskirti nuostoliams, o ne naudingai išeikvotai darbo jėgai?
Kai yra rizika, kad prekė nebus paklausi, ši prekė jau pagaminta ir turi būti vienaip ar kitaip naudojama. Nuostoliai apims dalį aptarnavimo pobūdžio gamybos laiko, sugaišto gatavų gaminių transportavimui ir sandėliavimui bei jų utilizavimui.
101. Ar dėl infliacijos gali kilti produktų paklausos stokos rizika?
Taip, infliacija gali neigiamai paveikti gamybos veiksnių savikainą, o tai savo ruožtu neišvengiamai paveiks produkcijos savikainą ir jos kainą. Jei tam tikros prekės paklausa yra elastinga, tai dėl kainos padidėjimo sumažės prekės vartojimo apimtys ir padidės paklausos stokos rizika.
102. Kodėl produktų paklausos stokos rizika priskiriama mišriai rizikai?
Nes tai gali būti siejama tiek su išorinės situacijos neapibrėžtumu, tiek su pačios įmonės, kuri gamina ir (ar) parduoda produktus, veikla.
103. Ar produktų paklausos stokos rizika gali būti priskirta pramonės šakai?
Nr. Ši rizika kyla dėl nukrypimų nuo įprastų sąlygų dviejose pramonės šakose: gaminių gamybos ir pardavimo. Todėl šiame klasifikacijos lygyje jis yra įvairus.
104. Kodėl kaina yra ir vidinis, ir išorinis įmonės produkcijos paklausos veiksnys?
Nes gaminių kaina priklauso ir nuo vidinių veiksnių (gamybos savikaina), ir nuo išorinių veiksnių (paklausos būklės, konkurencijos ir pan.).
105. Kodėl didėjantis įmonės produkcijos vartotojų skaičius sumažina paklausos stokos riziką, o padidėjus platinimo kanalų skaičiui – didėja?
Didėjant vartotojų skaičiui, didėja produktų paklausa, todėl sumažėja jų paklausos stokos rizika. Didėjant platinimo kanalams, didėja geografinė platinimo aprėptis, todėl didėja produktų paklausos stokos rizika tam tikrose rinkose su nepalankiomis sąlygomis.
106. Kodėl rizikos atradimas gamybos procese atneš didesnius nuostolius įmonei, palyginti su jos vystymosi stadija?
Gamybos nutraukimas kūrimo stadijoje yra susijęs su mažesniais nuostoliais, nes gaminio kūrimo stadijoje jo gamybos apimtys yra santykinai mažos, o taip pat jo kūrimo ir diegimo kaštai.
107. Ar būtų teisinga priimti vadovybės sprendimą nutraukti produktų, kurių paklausa yra ribota dėl didelių kainų, gamybą? Kokius ekonominius nuostolius šiuo atveju patirs įmonė?
Jei aukštą produkto kainą lemia dideli šių produktų gamybos kaštai ir dideli gamybos kaštai, tuomet vadovybės sprendimas sustabdyti gamybą bus teisingas. Tokiu atveju reikia apsvarstyti galimybes sumažinti produkcijos savikainą, dėl ko galimas kainos sumažinimas.
Šiuo atveju ekonominių nuostolių, kuriuos patirs įmonė, komponentai bus šio produkto gamybos, sandėliavimo ir utilizavimo išlaidos. Parduodama produkciją sumažinta kaina, įmonė patirs nuostolių, sudarančių skirtumą tarp savo gamybos sąnaudų ir pelno iš pardavimo.
108. Kokie yra pagrindiniai įmonės materialaus trumpalaikio turto apyvartos etapai?
Šiuos etapus galima sujungti į tris grupes: pirmasis – medžiagos gamybos etape, antrasis – medžiagos gamybos procese, trečiasis – gatavų gaminių pardavimas.
109. Jeigu įmonė ataskaitiniu laikotarpiu kai kurias materialinių išteklių rūšis pakeitė kitomis, kokiais matavimo vienetais galima apskaičiuoti bendrą materialinių sąnaudų pokytį?
Pagal kiekį ir kainą.
110. Jei keičiant medžiagą pablogėjo gatavos produkcijos kokybė, dėl ko gali sumažėti įmonės pelnas?
Pablogėjus gatavų gaminių kokybei, pirkėjas gali atsisakyti įsigyti gaminį, o gamintojui gali būti taikomos nuobaudos.
111. Kuris medžiagų apskaitos būdas leidžia sumažinti ataskaitinio laikotarpio pelną?
Apskaitos būdas, kai medžiagų kaina ataskaitiniu laikotarpiu yra maksimali.
112. Kuris (koks) medžiagų apskaitos būdas leidžia tiksliau nustatyti medžiagų sąnaudų sumą gamybai ir jų atsargoms?
Siekdama išvengti rizikos, kad gaminiai nebus paklausūs, įmonė turi pasirinkti tokį medžiagų apskaitos metodą, kuris, pirma, tiksliausiai atspindėtų realias jos veiklos procese sunaudotų materialinių išteklių sąnaudas ir, antra, sumažintų medžiagų sąnaudų sąnaudos jų apskaitos požiūriu. Šis metodas yra Fifo metodas.
113. Ar diagnostikos proceso metu atliekamas rizikos vertinimas?
Taip. Diagnostinę funkciją sudaro detalus ekonominių rizikų faktinių verčių nukrypimo nuo tiriamo objekto priežasčių ir veiksnių nustatymas nuo planuojamų rodiklių verčių. Tačiau tai neapsiriboja konkretaus analizės dalyko priežasties ir pasekmės ryšių nustatymu, taip pat leidžia teikti rekomendacijas dėl metodų ir rodiklių, kurie nustato atsirandančius neatitikimus.
114. Kuriame valdymo sprendimo priėmimo etape ir kodėl atliekamas integralus kokybinis jo rizikos įvertinimas?
Paskutiniame etape, prieš priimant galutinį sprendimą, pateikiamas apibendrintas, integralus rizikos vertinimas, kuris apima du tarpusavyje susijusius aspektus: kokybinį ir kiekybinį.
115. Jeigu valdymo sprendimas turi du kelius pagal kaštų kriterijų, o jo įgyvendinimo laikas abiem atvejais yra vienodas, tai kas lems vieno sprendimo pasirinkimą?
Norėdami išspręsti tokią problemą, galite naudoti vieną iš kombinatorikos metodų - sukurti „galimybių medį“, leidžiantį greitai surūšiuoti galimus rodiklius, kurie kiekybiškai įvertina riziką, išlaidas ir projekto įgyvendinimo laiką (ar bet kurį kitą kiekybiniai ir kokybiniai įverčiai) ir pamatyti priimtiniausią.
116. Kaip vienas su kitu yra susiję rizikos tikimybės, pavojaus ir svarbos rodikliai?
Jie pasižymi tuo, kad yra:
I grupė – didžiausias pavojus, didžiausia tikimybė, taigi ir didžiausia rizikos svarba;
II grupė – vidutinis pavojus, vidutinė tikimybė ir vidutinis rizikos svarbos laipsnis;
III grupė – mažas pavojus, maža tikimybė ir nereikšminga rizikos svarba.
117. Į kurią absoliučių ar santykinių rodiklių grupę įtrauksite rodiklį?« numatomų pajamų iš parduotų produktų» ? Kodėl?
Rodiklis „tikėtinos pajamos iš produkcijos pardavimo“ gali būti įtrauktas į absoliučių rodiklių grupę, jei jis skaičiuojamas pagal numatomų pajamų sumą. Šis rodiklis bus santykinis, palyginti su kitu rodikliu.
118. Kuo skiriasi ir kokie privalumai bei trūkumai yra objektyvių ir subjektyvių įvykio tikimybės skaičiavimo metodų?
Objektyvus tikimybės nustatymo metodas yra apskaičiuoti tiriamo įvykio dažnį. Subjektyvus tikimybės nustatymo metodas pagrįstas tam tikromis prielaidomis paremtų subjektyvių kriterijų naudojimu.
119. Ar galimas pardavimo apimčių sumažėjimas 5 % rodo rizikos situacijos atsiradimą ir kodėl?
Realus net 5% pardavimo apimčių sumažėjimas gali rodyti rizikos situacijos atsiradimą. Kad ši rizika nepasitvirtintų, būtina išanalizuoti priežastis, lėmusias pardavimo apimčių mažėjimą ir imtis priemonių situacijai stabilizuoti.
Užduotis Nr.3
Nustatykite kritinę programą ir nustatykite, kiek dalių per metus patartina jas apdoroti keturių velenų automatine mašina, o ne bokšteliu su šiais duomenimis:
Sprendimas
Detalių partijos Cn pagaminimo kaštai, nustatyti projektuojant technologinį procesą, yra laikomi suma, susidedančia iš dviejų rūšių sąnaudų: tų, kurios priklauso ir nepriklauso nuo dalių skaičiaus partijoje. Jis nustatomas pagal formulę:
SUn = pn + v
Prie vienos dalies apdorojimo išlaidų skaičiaus p , priklausomai nuo partijos dydžio P, apima išlaidas pagrindinėms medžiagoms ir gamybos darbuotojų darbo užmokestį, taip pat kai kurias kitas išlaidas. Prie išlaidų skaičiaus v , nepriklausomai nuo dalių skaičiaus partijoje, įtraukti darbų (eksploatacijos) ir jo technologinės įrangos paruošimo, įrengimo įrengimo, instruktavimo ir kt. Šios sąnaudos pirmiausia nustatomos visai partijai, o tada – vienai daliai.
Vienos dalies gamybos kaina SD pradėjus apdoroti dalių partiją P PC. nustatoma pagal formulę:
SD=p+v/n
1. Nustatykime vienos detalės gamybos sąnaudas ant bokštelio (RS) ir ant keturių kotų. automatinis (NA), pagrįstas išlaidų suma, priklausomai nuo dalių skaičiaus partijoje:
RS = 13 + 3 + 2 + 3 = 21 kapeikas / vnt.
NA = 4 + 5 + 2 + 6 = 17 kapeikų/vnt.
2. Atkreipkite dėmesį, kad išlaidų suma, nepriklausanti nuo gaminių skaičiaus partijoje (įrangos įrengimo ir eksploatavimo sąnaudos) bokštelinėje staklėje yra daugiau nei tris kartus mažesnė (10 rublių per metus) už tą patį skaičių. keturių dalių mašinai. mašina (32 rubliai per metus). Šios išlaidos bus tolygiai paskirstytos visam partijos dalių skaičiui, todėl partijos dalių skaičius pagamintas iš keturių lizdų. mašina turi būti 3,5 karto daugiau nei dalių, pagamintų ant bokštelio mašinos.
3. Nustatykime bendrą gaminių savikainą (remiantis išlaidų suma, kuri priklauso ir nepriklauso nuo gaminių skaičiaus partijoje), kai partijos dydis yra 100 vnt.
RS = (0,21 * 100 + 10) / 100 = 0,31 kapeikos / vnt.
NA = (0,17 * 100 + 32) / 100 = 0,49 kapeikos / vnt.
Jei partijos kiekis yra 350 produktų per metus, vienos partijos dalies kaina bus:
RS = (0,21 * 350 + 10) / 350 = 0,24 kapeikos / vnt.
NA = (0,17 * 350 + 32) / 350 = 0,26 kapeikos / vnt.
Jei partijos apimtis yra 700 produktų per metus, vienos partijos dalies kaina bus:
RS = (0,21 * 700 + 10) / 350 = 0,22 kapeikos / vnt.
NA = (0,17 * 700 + 32) / 350 = 0,22 kapeikos / vnt.
Jei partijos apimtis yra 800 produktų per metus, vienos partijos dalies kaina bus:
RS = (0,21 * 800 + 10) / 350 = 0,22 kapeikos / vnt.
NA = (0,17 * 800 + 32) / 350 = 0,21 kapeikos / vnt.
Taigi, kai dalių skaičius viršija 800 vnt/metus, jas patartina apdoroti ne bokštiniu, o keturių velenų automatu.
6 problema
Produktas parduodamas už 4 rublių kainą, tačiau daugiau nei 150 produktų siuntai taikoma 10% nuolaida. 20 produktų per dieną suvartojanti įmonė nori apsispręsti, ar pasinaudoti nuolaida. Vienos partijos užsakymo kaina yra 50 rublių, vieno produkto saugojimo kaina - 0,03 rublio. per dieną. Ar įmonei patartina pasinaudoti nuolaida?
Sprendimas
1. 20 produktų partijos užsakymo kaina bus:
20 * 4 + 50 = 130 rub.
130 / 20 = 6,5 rub.
2. 155 produktų partijos užsakymo kaina, atsižvelgiant į sandėliavimo išlaidas, bus:
(155 * 4) - 10% + (155 * 0,03) + 50 = 620 - 62 + 4,65 + 50 = 612,65 rub.
Šiuo atveju vieno produkto kaina bus:
612,65 / 155 = 3,95 rub.
Taigi vienos prekės, perkamos su nuolaida, kaina, net ir įvertinus sandėliavimo išlaidas, yra mažesnė nei perkant 20 vnt partiją. Todėl įmonei patartina pasinaudoti suteikta nuolaida.
12 problema
Nustatyti galimas įmonės, gaminančios vilnonius dygsniuotus gaminius (antklodes, švarkus, kombinezonus ir kt.), išorinės ir vidinės rizikos rūšis. Sudarykite ekonominės rizikos analizės schemą ir pateikite pasiūlymus, kaip sumažinti galimą šios įmonės vidinę ekonominę riziką.
Sprendimas
Galimų rizikų skaičius yra gana didelis ir neįmanoma atsižvelgti į absoliučiai visas rizikas. Atsižvelgiant į įvykio vietą, visas rizikas galima suskirstyti į išorines ir vidines. Išorinei rizikai priskiriamos tos, kurių priežastys yra išorinėje aplinkoje, o vidinei rizikai dažniausiai priskiriamos tos rizikos rūšys, kurios kyla dėl pačios įmonės veiklos.
Patartina išskirti mišrios rizikos kategorijas. Taip yra dėl to, kad yra ekonominės rizikos rūšių, kurias iš dalies sukelia įmonės išorinė aplinka, o iš dalies – ir jos vidaus veiksmai.
Bendra verslo veiklos analizės schema pateikta 1 priede. Čia plačiau apžvelgsime pagrindines verslo rizikos rūšis.
Išorinė rizika apima bendrąją ekonominę, rinkos, socialinę ir demografinę, gamtinę ir klimato, informacinę, mokslinę, techninę ir reguliavimo riziką.
Išorinių ekonominių, rinkos, gamtinių-klimato, informacinių, mokslinių, techninių ir reguliavimo tipų priežastys gali slypėti tiek išorinės, tiek vidinės aplinkos subjektų veiksmuose. Todėl jie patenka į mišrios rizikos kategoriją.
Vidinė rizika išsiskiria kaštų generavimo centrais, t.y. pagal jo formavimosi sritis. Išlaidų centrai yra atskiri įmonės padaliniai, kuriems galima priskirti išlaidas. Vidinė rizika gali apimti: transportavimo, tiekimo, gamybos, gatavos produkcijos sandėliavimo, pardavimo, valdymo riziką.
Kalbant apie rizikas, klasifikuojamas kaip išorines, šios vidinės rizikos porūšiai iš dalies gali atsirasti dėl priežasčių, kurios nepriklauso analizei. Tokie potipiai turėtų būti laikomi mišria rizika. Tai apima: transportą, tiekimą, pardavimą.
Užduotyje aprašytoje situacijoje vilnonius dygsniuotus gaminius gaminančiai įmonei ūkinės veiklos išorinė rizika bus:
Bendras ekonominės padėties šalyje pablogėjimas;
Rinkos sąlygų pokyčiai nepalankia kryptimi;
Sumažėjusi įmonės produktų paklausa tarp tam tikrų vartotojų grupių;
Gamtinių ir klimato sąlygų pokyčiai link atšilimo;
Informaciniais, moksliniais ir techniniais parametrais lenkia konkuruojančias įmones;
Ekonomikos teisės aktų pokyčiai, padidėjęs apmokestinimas.
Įmonės, gaminančios vilnonius dygsniuotus gaminius, rizikos veiksniai yra šie:
Transporto tarifų didinimas;
Žaliavų trūkumo, tiekiamų medžiagų savikainos ar jų kokybės pablogėjimo rizika;
Gamybos gedimai, dėl kurių padidėja gamybos sąnaudos arba pablogėja gatavų gaminių kokybė;
Gatavų produktų kokybės pablogėjimo rizika dėl netinkamų laikymo sąlygų;
Produktų paklausos stokos rizika, sumažėjusi jų paklausa;
Neracionalaus gamybos ir pardavimo organizavimo rizika.
Galimos konkrečios įmonės vidaus ekonominės rizikos mažinimo priemonės gali būti:
1. Ilgalaikių sutarčių su transporto ir tiekimo organizacijomis sudarymas. Sutarties sąlygos turi užtikrinti maksimalų tiekimo ir transportavimo sąlygų stabilumą.
2. Racionalus gamybos organizavimas, leidžiantis sumažinti kaštus ir maksimaliai padidinti gatavos produkcijos kokybę. Optimalių gatavų produktų laikymo sąlygų organizavimas.
3. Rinkos sąlygų ir vartotojų prašymų tyrimas. Paklausos būklę įtakojančių veiksnių nustatymas, kainų politikos kontrolė, kompetentinga komunikacijos politika, reklama.
4. Vadovybės darbo kokybės gerinimas. Sprendimų dėl gamybos ir pardavimo motyvavimas, pelningesnių, alternatyvių variantų paieška.
Problema Nr.15
Iš toliau išvardytų rodiklių išskirkite tuos, kurie apibūdina produktų paklausos stokos riziką, susijusią su įmonės gamybos ilgalaikio turto kokybe. Sujunkite pasirinktus rodiklius į grupes pagal jų produktyvumo lygį, techninę būklę, naudojimo intensyvumą, atnaujinimą, pakankamumą.
Ilgalaikio turto prieinamumas tam tikram laikotarpiui.
Susidėvėjimo rodiklis.
Pramonės ir gamybos ilgalaikio turto aktyviosios dalies vidutinė metinė savikaina.
Laikas, praleistas atliekant planinius remonto darbus.
Darbuotojų kapitalo ir darbo santykis.
Kapitalo intensyvumas gamybos.
Vidutinė metinė pramoninės gamybos turto savikaina.
Atnaujinimo veiksnys.
Tinkamumo faktorius.
Vidutinis įrangos amžius.
Įrangos poslinkio santykis.
Išlaidų procentingumas.
Likvidumo koeficientas.
Atnaujinti intensyvumo koeficientą.
Kapitalo produktyvumas.
Faktinių įrangos prastovų valandų skaičius.
Faktiškai veikiančios įrangos dalis sumontuotoje įrangoje.
Įrangos panaudojimo koeficientas pagal galią.
Įrangos naudojimo rodiklis laikui bėgant.
Darbuotojų pamainos santykis.
Neplanuotų įrangos sustojimų skaičius.
Sprendimas
Produktų paklausos stokos rizikai, susijusiai su įmonės ilgalaikio turto gamybos kokybe, gali turėti įtakos šie veiksniai:
Pagal našumo lygį:
1. Laikas, praleistas atliekant planinius remonto darbus;
2. Gamybos kapitalo intensyvumas;
3. Faktinės įrangos prastovų valandų skaičius.
Pagal techninę būklę:
1. Dėvėjimosi greitis;
2. Fitneso faktorius;
3. Vidutinis įrangos amžius;
4. Neplanuotų įrangos sustojimų skaičius.
Pagal naudojimo intensyvumą:
1. Likvidumo koeficientas;
2. Įrangos panaudojimo koeficientas pagal galią;
3. Įrangos panaudojimo rodiklis laikui bėgant.
Pagal atnaujinimo intensyvumą:
1. Atnaujinimo greitis;
2. Įrangos pamainos santykis;
3. Nusidėvėjimo rodiklis;
4. Atnaujinti intensyvumo koeficientą.
Pagal pakankamumą:
1. Ilgalaikio turto prieinamumas tam tikram laikotarpiui;
2. Darbuotojų kapitalo ir darbo santykis.
Bibliografija
1. Ipatovas M.I., Turovets O.G. Ekonomika, gamybos techninio paruošimo organizavimas ir planavimas. M.: Aukštoji mokykla, 1987 m.
2. Kozlovskis V.A., Markina T.V., Makarovas V.M. Gamybos ir veiklos valdymas. Sankt Peterburgas: Specialioji literatūra, 1998 m.
3. Makarenko M.V., Makhalina O.M. Gamybos valdymas. M.: PRIOR, 1998 m.
4. Organizacijų valdymas / Red. Z.P. Rumyantseva, N.A. Solomatina. M.: INFRA_M, 1995 m.
5. Organizacijų valdymas / Red. A.G. Poršieva, Z.P. Rumyantseva, N.A. Salomatina. M.: INFRA_M, 1999 m.
6. Fatkhutdinovas R.A. Gamybos valdymas. M.: Bankai ir biržos, YUMITI, 1997 m.
Testai1. Kodėl gamybos tyrimai pradėti aktyviai vykdyti X mVIIIšimtmetį?
b) tai susiję su kapitalistinio gamybos būdo formavimusi ir plėtra.
2. Kas pasiūlė iš anksto planuoti visos įmonės darbo metodus ir visą gamybinę veiklą?
c) F. Teiloras.
3. Kas sukūrė judesių mikroanalizės metodą?
b) F.B. Gilbert ir L. Gilbert;
4. Ar pagrindiniai gamybos operacijų elementai priklauso nuo darbo turinio?
b) ne.
Šią poziciją Gilberto sutuoktiniai įrodė kurdami judesių mikroanalizės techniką.
5. Ar galima pasinaudoti A. K. rekomendacijomis? Gasteva šiuolaikinėmis sąlygomis?
a) taip.
Gastajevo rekomendacijos yra susijusios su bendraisiais racionalaus gamybos procesų organizavimo principais, todėl jos neprarado savo aktualumo šiuolaikinėmis sąlygomis.
6. Ar įmonės veiklą galima laikyti sudėtinga vieninga sistema, susidedančia iš mažiau sudėtingų pavaldinių tinklo?
a) taip.
Įmonės veikla yra sudėtingas, daugialypis procesas, kurį galima laikyti sistema, susidedančia iš kelių posistemių. Nuo koordinuoto šių posistemių darbo priklauso visos įmonės efektyvumas.
7. Kas apima „tyrimų“ posistemį?
c) darbo grafiko sudarymas.
„Tyrimų“ posistemis taip pat gali apimti: projektų vystymo krypčių nustatymą; išlaidų sąmatų apskaičiavimas ir išlaidų kontrolės metodai; kuriamo produkto patikimumo nustatymas ir kt.
8. Ar Rusijos įmonėse teikiamos specialios gamybos valdymo paslaugos?
b) ne.
Didžioji dauguma Rusijos įmonių neturi specialios gamybos organizavimo paslaugos, nes gamybos dydis dažnai neleidžia išlaikyti papildomų darbuotojų. Tokių paslaugų buvimas būdingas didelėms įmonėms, kurios turi sudėtingą ir didelio masto gamybos procesą.
9. Ar planavimas, analizė ir kontrolė yra atskiri visos sistemos tyrimo etapai?
b) ne.
Planavimas, analizė ir kontrolė yra visos gamybos sistemos funkcijos.
10. Už esamo sistemos veikimo planavimą ir stebėjimą atsako:
a) gamybos vadovai;
11. Kuriam posistemiui galima priskirti mašinų gamybos gamyklos mechaninę cechą:
a) apdorojimas;
12. Kuriam posistemiui mašinų gamybos gamyklos mokslinė ir techninė biblioteka turėtų būti priskirta:
b) saugumas.
13. Kuris posistemis turėtų būti įtrauktas į kokybės kontrolę:
b) planavimo ir valdymo posistemis.
14. Ar tiesa, kad gamybos valdymo ciklas prasideda nuo planavimo?
a) taip;
Kadangi planavimas leidžia nustatyti būsimų veiksmų pobūdį, formas ir seką.
15. Ar vidutinės trukmės ir veiklos planai turi būti pavaldūs strateginiams tikslams?
a) taip;
Kadangi vidutinės trukmės ir veiklos planai yra įrankiai strateginiams tikslams pasiekti.
16. Ar sutinkate su teiginiu, kad strateginis planavimas šiuolaikiniame valdyme užima pagrindinę vietą?
a) taip;
Kadangi strateginiai tikslai lemia pagrindines organizacijos raidos kryptis ilgam laikotarpiui.
17. Kiek strateginio planavimo lygių skiriama valdyme?
b) trys.
18. Ar yra skirtumų tarp strateginių planų ir funkcinės strategijos?
a) taip;
Strateginiuose planuose paprastai atsižvelgiama į galimybę per tam tikrą laikotarpį pasiekti tam tikrą poziciją rinkoje. Funkcinėje strategijoje atsižvelgiama į konkrečias funkcijas: pardavimą, atsargų valdymą, pirkimą, gamybą, optimalų žmogiškųjų ir materialinių išteklių panaudojimą ir kt.
19. Kuri iš šių strategijų yra skirta išlaidų mažinimui:
Išlaidų kontrolės strategija.
Ši strategija pagrįsta savo sąnaudų mažinimu, palyginti su konkurentų išlaidomis. Vykdoma privaloma kaštų kontrolė, kurios dėka pasiekiamas aukštas gamybos efektyvumas. Mažesnėmis sąnaudomis įmonė stengiasi išlaikyti aukštą pelno lygį, nors kainos mažesnės nei konkurentų.
20. Ar skiriasi diferenciacijos ir fokusavimo strategijos?
Taip.
Diferencijavimo strategija siekiama tiekti rinkai prekes ar paslaugas, kurių kokybė yra patrauklesnė nei konkurentų. Fokusavimo strategija grindžiama pelningiausio ir efektyviausio veiklos tipo nustatymu ir susitelkimu į jį.
21. Ar sutinkate su teiginiu, kad pagrindinė fokusavimo idėjos strategija yra susikoncentravimas į tai, ką mokate geriausiai?
Taip.
22. Ar yra skirtumų tarp strateginių planų ir funkcinės strategijos?
Taip.
Funkcinė strategija arba gamybos proceso strategija yra skirta palaikyti įmonės strategiją, sprendžiant problemas, kurios formuojamos atsižvelgiant į kliento poreikius.
23. Ar galima įgyvendinti gamybos strategiją be reklamos plano?
Nr.
Sukūrus reklamos planą, išgryninamas galutinis pardavimo planas. Metinis pardavimo planas turi įtakos gamybos planui. Gamybos procesas vyksta lygiagrečiai su pardavimu.
24. Tikslinamas galutinis pardavimo planas:
Sukūrus įgyvendinimo planą.
25. Ar struktūriniai sprendimai dėl vertikalios integracijos, gamybos pajėgumų, masto ir gamybos orientacijos turėtų būti susieti?
Taip.
Kadangi visi struktūriniai sprendimai yra gamybos sprendimų komplekso dalis. Jie žiūri į įvairius gamybos proceso aspektus.
26. Informacija apie bendros panašių prekių ir paslaugų paklausos dinamiką rinkoje reikalinga:
Pagrįsti tikėtiną perėjimą prie keičiamų prekių gamybos;
27. Ar yra skirtumų tarp organizacinės struktūros ir laikinųjų (projektinių) struktūrų?
Taip.
Bendra organizacijos struktūra gali tęstis gana ilgai. Tačiau įmonė gali turėti laikinų užduočių, susijusių su plano įgyvendinimu. Tokiu atveju sukuriamos laikinos (projektinės) organizacinės struktūros.
28. Ar sutinkate su teiginiu, kad reikia keisti organizacijos struktūrą?
Taip.
Ši nuostata labiau būdinga užsienio įmonėms, tačiau taikoma ir Rusijos praktikoje. Jei organizacija vystosi, tai jos struktūra turi keistis, kad geriausiai atitiktų savo veiklos tikslus.
29. Ar sutinkate su teiginiu, kad svarbiausias „apibrėžimo ir organizavimo“ etapo komponentas yra savo padėties rinkoje įvertinimas?
Taip.
Vertinimas atliekamas siekiant nustatyti įmonės padėtį pramonės rinkoje; pritraukti investuotojų lėšas į perspektyvią gamybą; kuriant programas patekti į naujas rinkas.
30. Ar klasikinės vadybos teorijos taikytinos gamybos valdyme?
Taip.
Apskritai klasikinės teorijos vadybos srityje yra veiksmingos šiuolaikinėmis sąlygomis, tačiau šiuolaikinė vadyba remiasi atsižvelgimu į teorijos ir praktikos pasiekimus vadybos srityje.
31. Jei atsakymas į 30 punktą yra teigiamas, pateikite įvairių teorijų panaudojimo lyderystės srityje gamybos valdymo srityje pavyzdžių.
32. Ar yra kokių nors reikalavimų formuluojant tikslą?
Taip.
Tikslai turi atitikti šiuos reikalavimus: konkretūs, matomi, nuoseklūs ir realūs.
33. Ar turi būti grįžtamasis ryšys tarp vadovo ir pavaldinių?
Taip.
Grįžtamasis ryšys tarp vadovo ir pavaldinio leidžia tiksliau suprasti vadovybės nurodymus, leidžia koreguoti įtakos pavaldiniams metodus ir vykdyti kontrolę.
34. Ar vartotojo tipas turi įtakos organizacijos struktūrai?
Taip.
Įmonės suinteresuotos organizuoti darbą taip, kad būtų galima kuo geriau patenkinti visų klientų grupių poreikius. Remiantis rinkos segmentavimu, organizacijoje gali būti sukurti atitinkami padaliniai.
34. Dalių perdavimo būdas, kai apdorojimas atliekamas partijomis, ir perėjimas nuo operacijos prie eksploatacijos tik apdorojus visą partiją:
b) nuoseklus;
35. Vienetinėje ir smulkioje gamyboje dažniausiai naudojama:
c) lygiagrečiai nuosekliai;
36. Pagrindinis PP skirstomas į šias funkcijas:
a) pirkimas, perdirbimas ir surinkimas;
37. Įrangos skyriai yra išdėstyti TP tvarka:
a) nuoseklumas;
38. Gamybos ciklo trukmė yra:
a) laikas, per kurį perdirbti produktai yra gaminami;
39. Lygiagretusis nuoseklus judėjimo tipas:
a) nuo operacijos iki eksploatacijos dalys perduodamos atskirai arba mažomis partijomis;
40. Naudojamas lygiagretus judėjimo tipas:
c) didelio masto ir masinėje gamyboje;
41. Gamybos procesas vyksta:
b) laike ir erdvėje;
42. Vienoje darbo vietoje atlikta techninio proceso dalis:
b) technologinis veikimas;
43. Pagrindinis PP yra:
b) procesas, kurio metu žaliavos ir medžiagos paverčiamos produktais;
44. Technologinis procesas yra:
a) procesas, apibendrinant kai pasikeičia gaminio forma, matmenys ir savybės;
45. Pagal formulę: T=S tPC. i + /n - 1/x/S tPC. b - S tPC. m/ paketinio apdorojimo trukmė nustatoma:
a) lygiagrečiai;
46. Darbo procesas, kurio metu nesukuriama produkto, yra:
c) aptarnaujantis PP;
47. Netechninis procesas yra:
b) visos kontrolės ir transportavimo operacijos nuo pirmosios gamybos operacijos atlikimo iki gatavo produkto pristatymo;
48. Produktas yra:
b) bet koks darbo elementas, kuris turi būti pagamintas gamyboje;
49. Gamybos ciklo trukmė nustatoma pagal formulę:
a) Tc = T pagrindinis + T obs + T per
50. Proporcingumas yra:
d) nėra teisingo atsakymo.
Proporcingumas – tai visų įmonės padalinių – cechų, sekcijų, atskirų gatavų gaminių gamybos darbo vietų – apyvartos (santykinis našumas per laiko vienetą) atitikimas.
51. Vienalaikis vienos sudėtingos programinės įrangos skirtingų dalių vykdymas vienu metu yra:
1. Lygiagretumas.
52. Gamybos procesas yra toks:
1. Tarpusavyje susietų darbo procesų visuma, kurios rezultate žaliavos virsta gatava produkcija.
53. Csukuriavienodos gamybos sąlygosevisą planavimo laikotarpį:
1. Ritmas.
54. Naujos technologijos kūrimo procese pereina šiuos etapus:
1. Moksliniai tyrimai, projektavimas ir techninė plėtra, gamybos plėtra.
55. Vykdoma technologinio proceso plėtra:
1. Išbandžius konstrukciją, kad būtų galima pagaminti.
56. Projekto detalumo laipsnis priklauso nuo:
1. Dalies tipas.
57. Medžiagos naudingumo koeficientas apskaičiuojamas pagal formulę:
2. K im = M d / M z * 100
58. Techninių procesų derinimas apskritai ir projektinėje dokumentacijoje baigiamas:
3. Dizaino mokymai.
59. Pradinis gaminio projektavimo etapas yra:
1. Techninės specifikacijos.
60. Produkcijos pagaminamumo rodikliai gali būti:
2. Absoliutus ir santykinis.
61. Eksperimento procesas naudojamas, kai:
1. Vienetinė produkcija.
62. Išlaidos, priklausomai nuo apdorojimo būdo, vadinamos:
1. Technologinė kaina.
63. Gaminio paskirtį, taikymo sritį, eksploatacinius, techninius ir ekonominius reikalavimus lemia:
1. Techninės specifikacijos.
64. Bendra prekės išvaizda, pagrindinė jo idėja lemia:
1. Projekto projektas.
65. Detalių geometrinių formų ir dydžių skaičiavimas, medžiagų ir ruošinių pasirinkimas nustatomas sudarant:
1. Techninis projektas.
66. Ar sutinkate su teiginiu, kad efektyvus gamybos valdymas neįmanomas be mokslinio darbo organizavimo?
Taip;
Darbo organizavimas turėtų būti grindžiamas mokslo laimėjimais ir gerąja patirtimi, užtikrinant didesnį darbo našumą ir žmonių sveikatos išsaugojimą.
67. Kuris gamybos valdymo komponentas turėtų apimti „darbo organizavimą“:
B) sąlygų ir organizavimo nustatymas
68. Profesinis ir kvalifikacinis darbo pasidalijimas yra susijęs su:
C) darbuotojų skirstymas į rangus ir kategorijas.
69. Ar reikalingos papildomos sąlygos moksliniam darbo organizavimui?
Taip;
Norint įvesti mokslinį darbo organizavimą, reikia laikytis šių sąlygų:
- įgyvendinimo plano rengimas;
- už šį darbą atsakingo padalinio ar atlikėjo (atsakomybės centro) įsteigimas;
- aiškiai apibrėžtos atsakomybės ir kontrolės funkcijos;
- personalo mokymo ir atestavimo sistemos sukūrimas;
- materialinių ir moralinių paskatų dirbti sistemos sukūrimas.
70. Ar sutinkate su teiginiu, kad organizuojant darbo vietą reikia aprūpinti ją tam tikra tvarka išdėstytais įrankiais ir darbo objektais?
Taip;
Tai kyla iš darbo vietos organizavimo apibrėžimo.
71. Nuolat atliekamų darbų kiekis ir darbo intensyvumas atspindi:
IN) darbo vietos organizacinis lygis.
72. Kur prasideda darbo vietos planavimas:
A) darbo vietos vietos nustatymas svetainėje pagal jos specializaciją;
73. Ar planuojant paslaugų sritis būtina atsižvelgti į paraiškų srautą?
Taip;
Paslaugų užklausų srautas per laiko vienetą yra pradinė charakteristika, į kurią reikėtų atsižvelgti planuojant paslaugų sritis.
74. Ar žinių apie paslaugų srautą ir intensyvumą pakanka, kad būtų galima įvertinti priimtą paslaugų sistemą?
Ne;
Taip pat patartina ištirti į aptarnavimo zoną įtrauktos įrangos panaudojimo laipsnį, kuriam būtina išanalizuoti įrangos veikimo laiko elementų struktūrą.
75. Jei santykis tarp eksploatavimo laiko ir mašinos veikimo laiko yra didesnis nei vienas, aptarnavimo sritis:
B) nepriimtina.
76. Ar darbo standartizavimas turi reikšmės gamybos vadovo darbe?
Taip;
Darbo normavimas leidžia sudaryti sąlygas vienodo intensyvumo ir intensyvumo darbui ne tik atliekant identiškus, bet ir nepanašius darbus.
77. Ar darbuotojams turi būti taikomi darbo standartai?
Taip;
Darbuotojų darbas taip pat gali būti matuojamas terminais ir veiklos rodikliais.
78. Ar yra skirtumų tarp „standartinio laiko“ ir „standartinės gamybos“ sąvokų?
Taip;
79. Ar patartina taikyti mikroelementų normavimą darbuotojams?
Taip.
Mikroelementų etalonų sistema leidžia tirti darbo metodus. Tai svarbu norint nustatyti darbo būdo ir praleisto laiko pokyčius.
80. Kuris darbo našumo matavimo metodas yra tinkamesnis veiklos valdymui?
Darbo.
Kadangi darbo intensyvumo rodikliai gali būti skaičiuojami pagal darbo sritis ir darbuotojų kategorijas.
81. Kokia yra logistikos sistemos su fiksuotu užsakymo dydžiu esmė?
Fiksuoto užsakymo kiekio sistema kontroliuoja atsargų lygį. Kai atsargų lygis nukrenta žemiau nustatyto lygio (užsakymo taškas), išduodamas papildymo nurodymas. Šioje sistemoje svarbus tampa ekonomiškai pagrįsto (optimalaus) užsakymo dydžio nustatymas.
82. Kokia yra logistikos sistemos su fiksuotu laiko intervalu esmė?
Sistema su fiksuotu laiko intervalu tarp užsakymų apima užsakymus papildyti atsargas tam tikru dažnumu.
83. Kaip nustatomas medžiagų poreikis?
Yra trys medžiagų poreikio apskaičiavimo metodai: deterministinis (tam tikras); stochastinis (tikimybinis, atsitiktinis); euristinis. Labiausiai paplitęs ir patikimiausias yra deterministinis arba tiesioginio skaičiavimo metodas.
84. Kokia praktinė ABC analizės ir XYZ_analizės reikšmė?
ABC analizė dažniausiai naudojama medžiagoms paskirstyti pagal kiekį ir kainą (ar kai kurias kitas charakteristikas).
Naudojant XYZ analizę, sandėlyje esančių dalių asortimentas paskirstomas priklausomai nuo vartojimo dažnumo.
85. Kokios yra sistemos su« išstumdamas» Ir« traukiant» gaminami produktai?
Į gamybą paleidžiamų produktų stūmimo sistema daro prielaidą, kad gaminių gamyba prasideda viename gamybos linijos gale, pereina nuoseklią technologinių operacijų seriją ir baigiasi perdirbimu kitame gamybos grandinės gale.
Produktų „traukimo“ sistema apima produktų gavimą iš ankstesnės vietos, jei reikia. Centrinė valdymo sistema netrukdo keistis medžiagų srautais tarp skirtingų įmonės skyrių ir nenustato jiems dabartinių gamybos tikslų.
86. Kas yra sandėlis?
c) pastatai, statiniai, įrenginiai, skirti įvairioms materialinėms vertybėms priimti, koncentruoti ir saugoti, paruošti pramoniniam vartojimui ir ritminiam išleidimui vartotojams
87. Koks yra standartiškiausias gaminio judėjimo tipas?
a) dviejų ešelonų;
88. Kiek yra paslaugų klasių?
trečią valandą.
89. Kiek yra bendro sandėlio ploto komponentų?
keturiese.
90. Į kiek grupių skirstomos pakrovimo ir iškrovimo mašinos?
b) trys;
91. Kas lemia aptarnavimo sistemos įvykių seką?
a) poreikių srautas;
92. Kokia yra ekspansyviojo apkrovos koeficiento priklausomybė nuo mašinos veikimo laiko?
a) tiesus;
93. Kokius mašinos charakteristikų pokyčius lems maksimaliai išnaudojus mechanizmo keliamąją galią ir greitį?
a) į sustiprėjimą;
94. Kokias vidinės ekonominės rizikos sritis gali išskirti atsakomybės centrai?
Transportas, tiekimas, gamyba, gatavos produkcijos sandėliavimo rizika, pardavimas, valdymas.
95. Kokie įmonės struktūriniai padaliniai gali būti jos sąnaudų kaupėjai? Kas dar gali būti sąnaudų paskirstymo pagrindas?
Išlaidų centras, kaip ankstesniame etape priimtas klasifikavimo pagrindas, naudojamas kaip organizacinis vienetas sąnaudoms kaupti prieš vėlesnį jų paskirstymą bet kokiu pagrindu.
Priklausomai nuo išlaidų detalizavimo laipsnio ir krypties, tokiu pagrindu gali būti nedideli struktūriniai įmonės padaliniai, produktų rūšys, gamybos veiksniai ir kt.
96. Kodėl atliekant lyginamąją dviejų įmonių ekonominės rizikos analizę, gamybos veiksniai yra geresni kaip rizikos grupių nustatymo požymis, o ne, pavyzdžiui, prekių asortimentas?
Rizikos grupių nustatymas pagal gamybos veiksnius yra universalus visoms įmonėms.
97. Kokią situaciją atitinkamai apibūdina indeksas ir tt......
3. Gamybos proceso organizavimas ir valdymas
3.5. Gamybos technologinio paruošimo organizavimas, planavimas ir valdymas
Technologinis gamybos paruošimas (TPP) – priemonių kompleksas, užtikrinantis gamybos technologinį pasirengimą(GOST 14.004–83). Technologinis gamybos pasirengimas reiškia, kad įmonėje yra visi projektavimo ir technologinės dokumentacijos bei technologinės įrangos komplektai, reikalingi tam tikros apimties gaminių gamybai su nustatytais techniniais ir ekonominiais rodikliais.
Vieninga gamybos technologinio paruošimo sistema (USTPP) - (žr. 1 pav.) valstybiniais standartais nustatyta gamybos technologinio paruošimo organizavimo ir valdymo sistema, numatanti platų pažangių technologinių procesų, standartinės technologinės įrangos ir įrangos, priemonių naudojimą. gamybos procesų mechanizavimo ir automatizavimo, inžinerinių techninių ir valdymo darbų (GOST 14.001–73*).
Ryžiai. 1. TPP metodų ir priemonių dokumentacijos sudarymas
Pagrindinis ESTPP tikslas pagal GOST 14.001–73* yra sukurti TPP proceso organizavimo ir valdymo sistemą, numatančią: vienodą sisteminį požiūrį visoms įmonėms ir organizacijoms į technologinio paruošimo metodų ir priemonių pasirinkimą ir taikymą. gamybos (TPP), atitinkančios mokslo, technologijų ir gamybos pasiekimus; įsisavinti aukščiausios kokybės kategorijos gaminių gamybą ir išleidimą per trumpiausią įmanomą laiką su minimaliomis darbo ir medžiagų sąnaudomis Prekybos ir pramonės rūmuose visuose gaminių kūrimo etapuose, įskaitant prototipus (partiją), taip pat vienos gamybos produktus. ; gamybos organizavimas su dideliu lankstumu, suteikiančiu galimybę nuolat tobulėti ir greitai prisitaikyti prie naujų produktų gamybos; racionalus inžinerinių, techninių ir vadybos darbų komplekso mechanizuoto ir automatizuoto įgyvendinimo organizavimas; Prekybos ir pramonės rūmų ir jų valdymo sąsajos su kitomis valdymo sistemomis ir posistemiais.
BKI metodų ir priemonių dokumentacijos formavimo ir taikymo tvarką nustato pramonės standartai, įmonių standartai ir įvairios paskirties dokumentai, parengti pagal BKI standartus.
Pagrindiniai Prekybos ir pramonės rūmų veiklos tikslai yra gamybos plėtra ir naujų kokybiškų produktų išleidimas laiku ir tam tikru kiekiu užtikrinant aukštą jų gamybos ir eksploatavimo ekonominį efektyvumą, taip pat tobulinant esamas technologijas. gaminių gamyba.
Technologinis pasirengimas naujų gaminių gamybai apima šių pagrindinių funkcijų problemų sprendimą:
a) užtikrinti gaminio dizaino tinkamumą gaminti;
b) technologinių procesų ir kontrolės metodų kūrimas;
c) technologinės įrangos ir nestandartinės (specialios) įrangos projektavimas ir gamyba;
d) Prekybos ir pramonės rūmų proceso organizavimas ir valdymas.
A, b, c ir d papunkčiuose nurodytos funkcijos apima visą Prekybos ir pramonės rūmams reikalingą darbų spektrą, įskaitant gaminių projektavimą ir technologinę analizę, organizacinę ir techninę gamybos analizę, gamybos pajėgumų skaičiavimą, produkcijos surašymą. ir technologiniai planai, medžiagų ir darbo normų nustatymas, technologinių procesų ir technologinės įrangos derinimas.
Gamybos technologinio paruošimo darbų turinys ir apimtis priklauso nuo gaminių konstrukcijos ir technologinių ypatybių bei gamybos rūšies. Kuo daugiau detalių ir surinkimo vienetų įeina į gaminį, tuo didesnis operacijų ir atitinkamai jų įgyvendinimo technologinių procesų skaičius, technologinės įrangos ir technologinių dokumentų vienetų skaičius, taip pat BKI darbo intensyvumas.
Pagrindiniai TPP etapai labiau plėtojami vienkartinėje ir smulkioje gamyboje, dažnai technologinių procesų projektavimas susideda iš tik technologinių maršrutų kūrimo. Didelės apimties ir masinėje gamyboje, kai gaminama daug produkcijos, būtinas gilesnis darbo pasidalijimas ir dėl to didesnė operacijų diferenciacija, t.y., detaliau kuriami technologiniai procesai ir dokumentacija techninei ir pramoninei gamybai. Šiuo atveju pasireiškia kiekybės perėjimo į naują kokybę dėsnis.
Gaminio gamybos proceso darbo intensyvumas vienetinėje ir smulkioje gamyboje 20–25%, serijinėje gamyboje – 50–55 % , ir didelės apimties bei masinėje gamyboje – 60–70 % apie suminis gamybos techninio paruošimo darbo intensyvumas.
Technologinis produkcijos paruošimas asociacijoje (įmonėje) vykdomas vyriausiojo technologo, vyriausiojo metalurgo, vyriausiojo suvirintojo skyriuose, pagrindinių cechų įrankių ir technologiniuose biuruose.
Prekybos ir pramonės rūmų materialinę bazę sudaro šios dirbtuvės: įrankių, modelių, štampų ir tvirtinimo detalių, eksperimentinės, taip pat atitinkamos sritys pagrindinėse dirbtuvėse,
Priklausomai nuo gamybos tipo ir masto, naudojamos centralizuotos, decentralizuotos ir mišrios KKI sistemos. Su centralizuota sistema, naudojama masinėje, stambioje ir serijinėje gamyboje, techninį ir technologinį procesą vykdo tyrimų institutai, projektavimo biurai ar gamyklos technologiniai padaliniai. Technologiniai cechų biurai dalyvauja technologinių procesų įgyvendinime ir tolesniame jų tobulinime.
Kartais į TPP dalyvauja projektavimo ir technologijų institutai (PTI) arba mokslinių tyrimų institutų technologiniai padaliniai (biurai), kurie (be technologinės plėtros įmonėms) atlieka pramonės TPP srities mokslinius tyrimus.
Su decentralizuota sistema, naudojama vienkartinėje ir smulkioje gamyboje, dažnai keičiant gaminamą produkciją, technologinių procesų plėtra vykdoma pagrindiniuose cechuose. Gamyklos technologiniai skyriai, be gamyklos technologinių paslaugų metodinio valdymo, atlieka technologinių procesų tipizavimo ir technologinės įrangos normalizavimo (standartizacijos) darbus, taip pat tiriamuosius ir eksperimentinius darbus bei tobulinimo darbus. technologiniai procesai.
Mišrioje sistemoje naujų tvarių produktų technologiniai procesai kuriami technologiniuose skyriuose, o dažnai gamyboje besikeičiantiems produktams – cechuose. Centralizuotose ir mišriose sistemose vyriausiojo technologo (CGT) skyriuje gali būti šie biurai: technologinės dokumentacijos, projektavimo (įrenginiams), standartizavimo, KKI planavimo, planavimo ir išsiuntimo, taip pat technologinės laboratorijos (metalurginės, chemijos-terminės). , suvirinimas, pjovimas); technologiniai biurai: pirkimo, mechaniniams ir surinkimo procesams; dalykiniai biurai (pagal gaminių grupes ar atskiras jų dalis) ir įrankių patalpos (įrankių parduotuvės, CIS). Funkciškai OGT yra pavaldus pagrindinių dirbtuvių technologiniams biurams.
Visų BKI darbų planavimą ir koordinavimą, jų vykdymo laiko ir pasirengimo užbaigtumo kontrolę vykdo Gamybos paruošimo planavimo (BPPP) biuras (skyriaus), kuris paprastai atsiskaito vyriausiojo inžinieriaus pavaduotojui gamybai.
Gaminių dizaino pagaminamumo užtikrinimas
Bendrosios gaminio dizaino pagaminamumo užtikrinimo taisyklės nustatytos GOST 14.201–83.
Gaminio dizaino pagaminamumo užtikrinimas yra gamybos paruošimo proceso funkcija, kuri numato tarpusavyje susijusį projektavimo ir technologinių problemų sprendimą, kuriuo siekiama padidinti darbo našumą, pasiekti optimalias darbo ir medžiagų sąnaudas bei sutrumpinti gamybos laiką, įskaitant montavimą lauke. gamintojas, techninė priežiūra ir gaminio remontas.
Projekto pagaminamumo užtikrinimas apima: gaminių projekto pagaminamumo testavimą visuose gaminio kūrimo etapuose ir techninio tobulinimo metu; kiekybinis gaminio dizaino pagaminamumo įvertinimas; projektinės dokumentacijos technologinė kontrolė; projektinės dokumentacijos rengimas ir keitimas.
Rekomenduojami gaminio dizaino pagaminamumo rodikliai yra šie: gaminio gamybos darbo intensyvumas, gaminio specifinis medžiagų intensyvumas (energijos intensyvumas), technologinė kaina, specifinis įrengimo darbo jėgos intensyvumas, medžiagų pritaikomumo koeficientai, konstrukcinių elementų suvienodinimas ir surenkamumas.
Rodiklių diapazonas priklauso nuo gaminio tipo (detalė, surinkimo mazgas, kompleksas, komplektas) ir projektinės dokumentacijos (techninio pasiūlymo, preliminaraus projekto, techninio projekto, darbo dokumentacijos) rengimo stadijos.
Gaminio dizaino testavimas, siekiant technologinio racionalumo ir optimalaus dizaino bei technologinio tęstinumo, turėtų užtikrinti maksimalų ekonominį gaminio gamybos ir eksploatavimo efektyvumą.
Vertinant konstrukcijos pagaminamumą, būtina atsižvelgti į ruošinių gavimo, kontrolės ir bandymo būdus; mechanizacijos ir automatizavimo galimybė; aprūpinimas (medžiagos, įranga ir technologinė įranga, darbininkų ir inžinierių personalas); eksploatacinės savybės ir eksploatacinės išlaidos. Eksploatacinės savybės apima našumą, efektyvumą, specifines energijos ir degalų sąnaudas, ilgaamžiškumą, lengvą priežiūrą ir remontą, eksploatavimo saugumą ir kt.
Darbas, užtikrinantis gaminio dizaino pagaminamumą, paprastai susideda iš žaliavų parinkimo ir analizės, reikalingos projekto tinkamumui įvertinti; gamybos apimties patikslinimas; panašių gaminių pagaminamumo rodiklių analizė; gamybos ir eksploatacinio pagaminamumo rodiklių nustatymas ir palyginimas su esamų struktūrų rodikliais; parengti rekomendacijas, kaip tobulinti pagaminamumo rodiklius. Šiuo atveju būtina atsižvelgti į geriausią praktiką ir naujus pažangius technologinius metodus bei procesus.
Techninis pasiūlymas – projektinių sprendimų variantų nustatymas ir galimybė skolintis gaminio komponentus, naujas medžiagas, technologinius procesus ir technologinę įrangą; variantų pagaminamumo rodiklių apskaičiavimas ir galutinio projektinio sprendimo parinkimas; projektinės dokumentacijos technologinė kontrolė.
Preliminarus projektas – tai gaminio projektavimo variantų išdėstymo ir suskirstymo atitikties gamybos, priežiūros ir remonto sąlygoms analizė; pasirinkimo galimybių pagaminamumo rodiklių apskaičiavimas ir gaminio dizaino variantų parinkimas tolesnei plėtrai; projektinės dokumentacijos technologinė kontrolė.
Techninis projektas – tai galimybės naudoti įsigytus, standartinius, standartizuotus ar pagamintus gaminio komponentus nustatymas; nauji, įskaitant standartinius ir grupinius, didelio našumo technologinius procesus; gaminio projektavimo pagaminamumo rodiklių skaičiavimas ir projektinės dokumentacijos technologinė kontrolė.
Darbo projektinė dokumentacija: a) prototipas(bandomoji partija) arba vienos gamybos gaminys (išskyrus vienkartinę gamybą) apima gaminio ir jo komponentų surinkimo be tarpinio išmontavimo galimybių analizę; galimybės suvienodinti surinkimo mazgus, detales ir jų konstrukcinius elementus nustatymas; ekonomiškai pagrįstų ruošinių gavimo būdų nustatymas; detalių ir surinkimo mazgų konstrukcijos bandymas pagal gaminį; gaminio projektavimo pagaminamumo rodiklių skaičiavimas ir projektinės dokumentacijos technologinė kontrolė; b) serijinė (masinė) gamyba – galutinio sprendimo dėl darbų atlikimo sąlygų gerinimo gamybos, eksploatacijos ir remonto metu priėmimas, taip pat šių sprendimų fiksavimas technologinėje dokumentacijoje; gaminio dizaino priderinimas prie serijinės (masinės) gamybos reikalavimų, atsižvelgiant į produktyviausių technologinių procesų ir technologinės įrangos panaudojimą gaminant gaminį ir jo pagrindines sudedamąsias dalis; pasiekto pagaminamumo lygio atitikties techninių specifikacijų reikalavimams įvertinimas; projektinės dokumentacijos koregavimas.
Yra dviejų tipų technologijos: gamyba, kuri susideda iš pinigų ir laiko sąnaudų, skirtų patikros punktams, gamybos procesams ir gamybos procesams, įskaitant kontrolę ir bandymus, sumažinimas; veikiantis, pasireiškė laiko ir pinigų, išleistų gaminio priežiūrai ir remontui, sumažėjimu.
Tas pats GOST nustato dviejų tipų vertinimus: aukštos kokybės kuris apskritai apibūdina dizaino pagaminamumą remiantis atlikėjo patirtimi; kiekybinis, išreiškiamas rodikliu, kurio skaitinė reikšmė apibūdina konstrukcijos pagaminamumo reikalavimų tenkinimo laipsnį.
Gaminio dizaino pagaminamumo rodikliai šiuo metodu klasifikuojami taip: pagal pasireiškimo sritį – į gamybinę ir eksploatacinę; pagal analizės sritis – techninė ir technoekonominė; pagal vertinimo sistemą - baziniams ir parengtiems projektams; pagal svarbą – į pagrindinį ir papildomą; pagal charakterizuojamų charakteristikų skaičių – į konkrečias ir sudėtingas; pagal raiškos būdą – absoliutus ir santykinis.
Proceso vystymas
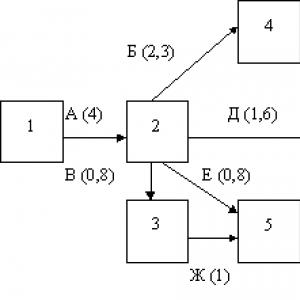
Prekybos ir pramonės rūmų paslaugoms pirminis dokumentas yra įmonės vadovo įsakymas, kuris nustato technologinio pasirengimo gaminio išleidimui priemonių laipsnišką įgyvendinimą. Remdamasis užsakymu, įmonės planavimo ir gamybos skyrius (PPD) sudaro tinklą arba išsamų grafiką, kuriame nustatomi gaminio kūrimo etapai, darbų sąrašas pagal techninį ir gamybos procesą bei jų vykdymo trukmė, kiekvieno padalinio atliekančių padalinių sudėtis ir atsakingi vykdytojai.
Apytikslė tinklo schema parodyta 1 diagramoje: kokie procesai, kokia tvarka ir per kokius terminus turi būti atlikti, kad projektas būtų įgyvendintas. Pradiniai ir gauti duomenys pateikti 1 ir 2 lentelėse.
1 lentelė
Projekto elementai ir laikas jiems užbaigti
|
Įgyvendinimo laikas, savaitė |
Ankstesnis procesas |
|
|
A. Darbinio brėžinio darymas |
||
|
B. Korpuso liejimo formos modelio sudarymas |
||
|
B. Pavarų sukimas |
||
|
D. Slėgio korpuso liejimas ir apdirbimas |
||
|
D. Guolių, sandariklių ir specialių dalių pirkimas ir patikra |
||
|
E. Veleno tekinimas |
||
|
G. Krumpliaračio hobbing |
||
|
3. Terminis apdorojimas |
||
|
I. Surinkimas |
13.7 pav. visi atskiri procesai yra sujungti į bendrą projektą tinklo plano forma. Šiuo atveju „mazgai“ yra vietos, kuriose sustoja gamybos procesas. Jie sunumeruoti taip, kad iš dviejų mazgų, sujungtų rodykle, sekantis turi didesnį serijos numerį. Projektas turi 4 kelius, kiekvieno įgyvendinimo laikas pateiktas 13.8 diagramoje. Daugiausiai laiko reikalaujantis kelias (13,8–8,9 savaitės diagramoje) gali būti apibrėžtas kaip „kritinis kelias“. Galima nustatyti minimalų laiką, reikalingą projektui užbaigti. Kiti keliai rodo buferio laiką: 1,3; 1,6; 0,6 savaitės.

1 diagrama. Tinklo planas
2 lentelė
Kritinis kelias
|
Reikalingas laikas |
|
|
1–2–4–6–7 |
4,0 + 2,3 + 0,6 + 2,0 = 8,9 |
|
4,0 +1,6+2,0 = 7,6 |
|
|
1–2–5–6–7 |
4,0 + 0,8 + 0,5 + 2,0 = 7,3 |
|
1–2–3–5–6–7 |
4,0 + 0,8 + l,0 + 0,5 + 2,0 = 8,3 |
Suderinus grafiką, atitinkami padaliniai ir tarnybos atlieka organizacinę ir techninę gamybos analizę, kuri apima: gaminio struktūrinę ir technologinę analizę; esamų gamybos pajėgumų ir plotų analizė; gamybos aprūpinimas technologiniais procesais, įranga ir įrankiais, taip pat gamybos procesų mechanizavimo ir automatizavimo lygio analizė. Tuo pačiu metu atsižvelgiama į programą, įsisavinamo produkto asortimentą ir organizacinę bei techninę įmonės struktūrą.
Atliekant darbus KKI atsižvelgiama į VPĮ, siekiant gauti informaciją apie BKI būklę bet kuriam kalendoriniam laikotarpiui ir panaudoti ją darbų atlikimo stebėjimui.
Apskaitai vykdyti naudojami šie duomenys: atliktų darbų nomenklatūra; faktinė darbo trukmė; darbų seka; darbo jėgos ir materialinių išteklių judėjimas.
Apskaitos tvarkymo, apskaitos dokumentų išdavimo, gavimo ir saugojimo dažnumą ir tvarką nustato konkrečios gamybos sąlygos ir nustato Prekybos ir pramonės rūmus vykdanti įmonė. Apskaitos informacija turi būti generuojama pagal Prekybos ir pramonės rūmų paslaugų specializaciją ir būti pakankama analizei bei sprendimų priėmimui visoms specializuotoms tarnyboms.
Jei yra nukrypimų nuo nustatytų kriterijų, priimamas optimalus sprendimas juos pašalinti, o tada reguliuojama TPP eiga.
Pasiūlymus patikslinti darbo planus TPP proceso reguliavimo tikslais teikia reguliavimo institucija – VPT. Planavimo dokumentacijos pakeitimus tvirtina Prekybos ir pramonės rūmus įgyvendinančios įmonės vadovybė. Reguliavimo procese būtina atsižvelgti į: resursų sąnaudas priimtiems sprendimams įgyvendinti, šių sprendimų įtaką susijusių padalinių darbui ir tolesnei Prekybos ir pramonės rūmų pažangai.
Vienodų techninių reikalavimų gaminiams (taip pat ir tarptautiniams) siekimas vykdomas juos derinant remiantis gaminių ir jų gamybos kokybės sistemų sertifikavimas*. Priklausomai nuo būsenos, sertifikavimas gali būti privalomas arba neprivalomas. Produktams, kuriems taikomi saugos ir aplinkos suderinamumo reikalavimai, taikomas privalomas sertifikavimas. Gaminių sertifikavimas pagal eksploatacines savybes atliekamas vartotojų arba gamintojo prašymu, komerciniais tikslais. Gamintojas, ruošdamasis sertifikavimui komerciniais tikslais, remdamasis marketingo tyrimais ir technine bei ekonomine produkcijos analize, patikslina gaminių eksploatacines savybes (rodiklius) ir, kaip taisyklė, juos keičia (padidina arba kai kuriais atvejais sumažina). remiantis vartotojų pageidavimais ir deklaruoti standartuose arba techninėse specifikacijose. Įmonė, siekdama užtikrinti aukštą konkurencingumą, turi stengtis informuoti vartotoją apie realius savo ir konkurentų produktų skirtumus.
Atsižvelgiant į rinkos situaciją, bet kuris produktas pereina keturių etapų ciklą: paleidimo į rinką stadiją; augimo stadija; brandos stadija; nuosmukio stadija. Patekimo į rinką stadijai būdingas lėtas pardavimų augimas ir minimalus pelnas, kai produktas stumiamas platinimo kanalais. Sėkmės atveju produktas pereina į augimo fazę, kuriai būdingas spartus pardavimų augimas ir padidėjęs pelnas. Šiame etape įmonės stengiasi tobulinti produktą, įsiskverbti į naujus rinkos segmentus ir platinimo kanalus, taip pat šiek tiek sumažinti kainas. Po to seka brandos etapas, kurio metu pardavimų augimas sulėtėja, o pelnas stabilizuojasi. Siekdamos atgaivinti pardavimus, įmonės ieško įvairių novatoriškų metodų, įskaitant rinkos modifikavimą, produktų modifikavimą ir integruotos rinkodaros modifikavimą. Ir galiausiai produktas patenka į nuosmukio etapą, kai mažėja pardavimai ir pelnas. Įmonės užduotis šiame etape yra nustatyti „sumažėjusius produktus“ ir kiekvienam iš jų priimti sprendimą arba tęsti gamybą, arba „sumažinti vaisius“, arba pašalinti juos iš asortimento. Pastaruoju atveju prekė gali būti parduota kitai įmonei arba tiesiog nutraukta.
Bendrosios technologinių procesų kūrimo taisyklės nustatytos GOST 14.301–83.
Šis GOST nustato trijų tipų technologinius procesus: vieną, standartinį ir grupinį.
Technologinis procesas kuriamas gaminiui gaminti ar taisyti arba esamam technologiniam procesui tobulinti. Kuriamas technologinis procesas turi būti progresyvus. Technologinio proceso progresyvumas vertinamas rodikliu, kurį nustato visos pramonės šakos technologinių procesų sertifikavimo sistema. Technologinis procesas turi atitikti saugos ir pramoninės sanitarijos reikalavimus.
Technologinių procesų dokumentai turėtų būti rengiami pagal „Vieningos technologinės dokumentacijos sistemos“ (USTD) standartų reikalavimus. Pradinė informacija technologiniams procesams plėtoti skirstoma į pagrindinis, kuriame yra duomenys, esantys gaminio projektinėje dokumentacijoje ir šio gaminio gamybos programoje; vadovavimas, kuriuose yra duomenys, esantys šiuose dokumentuose: pramonės standartai, nustatantys reikalavimus technologiniams procesams, taip pat įrangos ir priedų standartai; esamų pavienių, standartinių ir grupinių technologinių procesų dokumentacija; techninės ir ekonominės informacijos klasifikatoriai; gamybos instrukcijos; medžiagos technologiniams standartams parinkti (apdirbimo režimai, leidimai, medžiagų sunaudojimo normos ir kt.); saugos priemonių ir pramoninės sanitarijos dokumentai; informacija,įskaitant šiuose dokumentuose esančius duomenis: pažangių gamybos ir remonto metodų aprašymus; katalogai, pasai, žinynai, albumai; gamybos plotų išdėstymai.
Pagrindiniai technologinių procesų kūrimo etapai yra: pradinių duomenų analizė; esamo standarto, grupinio technologinio proceso parinkimas arba vieno proceso analogo paieška; pradinio ruošinio parinkimas ir jo gamybos būdai; technologinių bazių parinkimas; apdorojimo maršruto sudarymas; technologinių operacijų plėtra; technologinio proceso standartizavimas; saugos reikalavimų nustatymas; technologinio proceso ekonominio naudingumo skaičiavimas; technologinių procesų projektavimas.
Tipinis technologinis procesas turi būti racionalus konkrečiomis gamybos sąlygomis ir parengtas remiantis daugelio esamų ir galimų technologinių procesų, skirtų tipiškų produktų grupių atstovų gamybai, analize. Technologinių procesų tipizavimas grindžiamas gamybos objektų klasifikacija ir vykdomas trimis lygmenimis: valstybės, pramonės ir įmonės. Dalių (gaminių) klasifikatorius turi būti sukurtas kompiuteriu. Tuo tikslu į kompiuterio atmintį turi būti įvedama ši projektinė informacija: detalės brėžinio numeris, medžiagos tipas ir markė bei jos svoris, bendrieji detalės matmenys; paviršių tipas - plokštuma, cilindras, skylė, sriegis, dantytas paviršius, rutulinis, lenktas paviršius ir kt. ir jų matmenys; paviršiaus šiurkštumas ir apdorojimo tikslumas bei kiti parametrai. Visi šie parametrai turi būti užkoduoti.
Rūšiuojant šiuos parametrus (nuo aukščiausio iki mažiausio) galima sukurti panašias projektavimo ir apdirbimo technologija detalių grupes, kurioms galima naudoti standartinius technologinius procesus, kurie yra konkrečių procesų kūrimo pagrindas.
Pagrindiniai standartinių technologinių procesų kūrimo etapai yra apibrėžti GOST 14.303–73*; tai: gamybinių objektų klasifikacija, kiekybinis jų įvertinimas ir tipinių atstovų dizaino analizė; ruošinio parinkimas ir jo gamybos būdai; technologinių bazių ir apdorojimo tipo parinkimas; technologinio maršruto ir operacijų kūrimas; pasirinkimų tikslumo, našumo ir ekonominio naudingumo skaičiavimas bei standartinių technologinių procesų projektavimas.
Kiekvieno etapo poreikį, užduočių sudėtį ir jų sprendimo seką nustato standartinio technologinio proceso kūrėjas.
Tipiškas procesas gali būti greitas, atspindintys progresuojančią technologijų būklę dabartiniu laiko momentu, ir daug žadantis, numatant tolesnį jo tobulinimą atsižvelgiant į mokslo ir technologijų raidą technologijų srityje.
Tolesnė technologinių procesų tipizavimo plėtra yra grupinės technologijos kūrimas2, kuris yra efektyviausias mažoms apdirbamų dalių partijoms ir dažniems įrangos keitimams.
Grupinis technologinis procesas skirtas bendrai įvairios komplektacijos gaminių grupės gamybai ar remontui.
Jį turėtų sudaryti grupinių technologinių operacijų rinkinys, atliekamas specializuotose darbo vietose tam tikros grupės gaminių gamybos technologinio kelio seka. Kuriant grupines technologines operacijas, būtina numatyti pakankamą jų bendro darbo intensyvumo dalį dirbti neperderinant technologinės įrangos (leistinas tik dalinis koregavimas).
Grupinio technologinio proceso kūrimo ir bendrųjų technologinės įrangos priemonių parinkimo pagrindas yra kompleksinis produktas, kuris gali būti vienas iš grupės gaminių arba dirbtinai sukurtas (įprastas).
Grupės technologiniai procesai ir operacijos yra kuriami visų rūšių gamybai tik įmonės lygiu pagal GOST 14.301–83* ir GOST 14.316–75* reikalavimus.
Pradinė informacija grupės technologiniams procesams ir operacijoms plėtoti nustatoma pagal GOST 14.303–73*. Į valdymo informaciją papildomai turi būti įtraukti duomenys, esantys esamuose grupės technologiniuose procesuose ir operacijose, gaminių, įrangos ir įrangos klasifikatoriai. Nuorodinė informacija turėtų būti pateikta esamų standartinių ir atskirų technologinių procesų dokumentuose, pažangių apdorojimo metodų aprašymuose, taip pat gaminių ir kitų norminių medžiagų darbo intensyvumo ataskaitose.
Pagrindiniai grupinių technologinių procesų kūrimo etapai apima pradinių duomenų analizę, produktų grupavimą, kiekybinį objektų grupių vertinimą, technologinio proceso standartizavimą. Likę etapai yra panašūs į pagrindinius standartinių technologinių procesų kūrimo etapus, apibrėžtus GOST 14.303–73*.
Grupinės gamybos organizavimo taisykles nustato GOST.
Specializuoti grupinės gamybos padaliniai gali apimti cechus ir grupines gamybos zonas bei grupines gamybos linijas.
Grupės technologija sudaro sąlygas naudoti serijinės ir didelės apimties gamybos metodus net ir esant nedideliam kiekvienos atskiros gaminio gamybos skaičiui, o tai leidžia išnaudoti visus serijinės ir didelės apimties gamybos privalumus.
Standartinių ir grupinių technologinių procesų naudojimas leidžia padidinti darbo našumą ir sumažinti gamybos sąnaudas naudojant pažangiausią technologinę įrangą, visą gamybos procesą ir įrankius. Kartu mažėja įvairių technologinių maršrutų skaičius, darbo jėgos intensyvumas ir technologinio produkcijos paruošimo trukmė.
Suprojektuoti technologiniai procesai fiksuojami technologinėje dokumentacijoje: trasos, eksploataciniuose ir eksploataciniuose-mokomuosiuose technologiniuose žemėlapiuose.
Maršrutų žemėlapiuose yra cechų sąrašas, o cechuose – technologinių operacijų sąrašas, nurodant įrangą, technologinę įrangą, darbo pobūdį ir kiekvienos operacijos laiko normas. Jie naudojami vienetinės ir smulkios gamybos sąlygomis, kai jų pakanka detalių apdirbimui ar surinkimo operacijoms atlikti.
Operacijų kortelės naudojamos serijinėje gamyboje, jose yra operacijos „perėjimų“ sąrašas, nurodant operacijos atlikimo įrangą, apdorojimo režimus ir technologinę įrangą kiekvienam „perėjimui“, darbo lygį, atskirų komponentų laiko normas ir visai operacijai.
Eksploatavimo instrukcijos kortelės naudojamos masinėje gamyboje, jose pateikiamos išsamesnės instrukcijos, kaip atlikti technologinę operaciją, įskaitant sąrankos eskizus, detalių tvirtinimo ir matavimo būdus, darbo vietos organizavimą.
Technologinės dokumentacijos kūrimo procese generuojama informacija turi būti tinkama naudoti automatizuotose valdymo sistemose bei kuriant lanksčias automatizuotas (automatines) sistemas ir gamybą.
Valdymo operacijas nustato technologai pagal brėžinių ir techninių specifikacijų reikalavimus; jie užfiksuoti technologiniuose žemėlapiuose. Sudėtingoms ir svarbioms techninėms valdymo operacijoms yra rengiami specialūs žemėlapiai, nurodantys valdymo objektą, jo įgyvendinimo vietą, valdymo būdą ir priemones bei leistinus nuokrypius.
Projektuojant technologinius procesus galima sukurti keletą variantų.
Pasirinkite tokį technologinio proceso variantą, kuris, esant visiems kitiems dalykams, leidžia pagaminti detalę mažiausiomis jos gamybos sąnaudomis, t. y. mažiausiomis sąnaudomis.
Dalių partijos Cn gamybos sąnaudos, nustatytos projektuojant technologinį procesą, yra laikomos suma, susidedančia iš dviejų rūšių sąnaudų: tų, kurios priklauso nuo dalių skaičiaus partijoje, ir tų, kurios nepriklauso nuo dalių skaičiaus:
Prie vienos dalies apdorojimo išlaidų skaičiaus p , priklausomai nuo partijos dydžio P, apima išlaidas pagrindinėms medžiagoms ir gamybos darbuotojų darbo užmokestį, taip pat kai kurias kitas išlaidas. Prie išlaidų skaičiaus v , Nepriklausomai nuo partijoje esančių dalių skaičiaus, apima darbo (eksploatacijos) ir jo technologinės įrangos paruošimo, įrangos įrengimo, instruktavimo ir tt išlaidas. Šios išlaidos pirmiausia nustatomos visai partijai, o po to pateikiamos viena dalis.
Vienos dalies gamybos kaina SD pradėjus apdoroti dalių partiją P PC. nustatoma pagal formulę
SD = p + v / n
1 Dalių partija paprastai vadinama to paties pavadinimo dalių n skaičiumi, vienu metu paleidžiamų į gamybą ir apdorojamų iš vienos sąrankos.
Jei vienos partijos patirtų išlaidų suma yra detalizuojama neatsižvelgiant į jos dydį v = 600 rublių, o išlaidos kiekvienai daliai yra p / n = 0,4 rublio, tada su dalių partija n = 550 vnt. Kiekvienos dalies gamybos kaina yra lygi:
SD = 0,4 + 600 / 550 = 1,49 rub.,
ir visos partijos gamybos kaina:
Сn = 0,4 * 500 + 600 = 820 rub.
Fig. 2 paveiksle parodytas dviejų technologinio proceso variantų palyginimo grafikas: pirmajame variante v" = 270 rublių ir p" = 1 rublis, o antrajame variante v" = 600 rublių, p" = 0,4 rublio. Grafike matyti, kad dalių partijai n = 550 vnt. šių dviejų variantų gamybos sąnaudos yra vienodos (išlaidų linijos Cd = 1,49 rubliai ir Cn = 820 rubliai susikerta taške, atitinkančiame n = 550 vnt.).

2 pav. Diagrama, kurioje lyginami du proceso variantai
Palyginus du kuriamo technologinio proceso variantus, pasirinkite tą, kuris suteikia mažiausią kainą tam tikram partijos dydžiui.
Suprojektuotas technologinis procesas fiksuojamas technologiniuose žemėlapiuose, kurių pagrindu sudaromos medžiagų specifikacijos ir reikalingų įrankių bei kitos įrangos aktai.
Technologiniai žemėlapiai sudaromi tokia forma: a) maršrutų žemėlapiai; b) operacinės; c) nurodymai.
a) Maršrutų žemėlapiai naudojami vienkartinėje ir nedidelės apimties gamyboje su dideliu asortimentu. Technologinio proceso kūrimas baigiamas trasų žemėlapių parengimu. Šie žemėlapiai yra pagrindas tarpcechų planavimui (cechų planavimui) tokio tipo gamybos įmonėse.
b) Didelio masto ir masinės gamybos įmonėse, remiantis maršrutų žemėlapiais, sudaromi eksploataciniai arba pereinamieji technologiniai žemėlapiai, kuriuose yra visi reikalingi duomenys apie sukurtą technologinį procesą.
c) Instrukcijų kortelės sudaromos daugiausia masinėje gamyboje, sudėtingiausioms ir daug darbo reikalaujančioms operacijoms, ir yra skirtos tiesioginiam darbuotojų naudojimui. Instrukcijų kortelėje detaliai aprašomas ne tik šios operacijos turinys, režimai, įranga ir pan., bet ir pagrindinės veikimo technikos.
Medžiagų specifikacijos sudaromos kaip pagrindinių medžiagų, reikalingų konkretaus pavadinimo dalims gaminti, sąrašo forma, nurodant kiekvieno tipo dydžio prekės ženklą, rūšį, dydį ir kiekį.
Reikalingų įrankių sąrašai ir medžiagų specifikacijos sudaromos remiantis technologiniais eksploataciniais žemėlapiais ir yra pagrindas planuojant įrankių ir kitos įrangos gamybos reikalavimus.
Nauji technologiniai procesai paprastai nėra iš karto pasiekiami. įvedami į gamybą, o pirmiausia išbandomi eksperimentiniuose cechuose, o po to pagrindiniuose cechuose atliekamas derinimas. Tikrinimas ir derinimas atliekamas išleidžiant bandomąsias serijas, tiesiogiai prižiūrint technologams. Kartu tikrinami ir koreguojami ne tik suprojektuoti technologiniai procesai, bet ir įrankių bei prietaisų konstrukcijos, numatomi apdirbimo režimai, laiko normos ir kainos.
Eksperimentuojant technologijų srityje, siekiama surasti, o vėliau įsisavinti naujus, pažangesnius ruošinių gavimo, detalių mechaninio ir terminio apdorojimo, komponentų ir mašinų surinkimo, produktyvesnių pjovimo, suvirinimo režimų ir kt. technologinius procesus. vykdomas ne tik nuolatinio techninio mokymo tvarka, bet ir pagal tyrimo planą.
Proceso dokumentacija,
patvirtintas gamyklos vyriausiojo inžinieriaus, kartu su projekto dokumentacija yra svarbiausias techninis dokumentas, nuo kurio nukrypimas (be atitinkamo leidimo) yra technologinės drausmės pažeidimas.
Griežtas technologinės drausmės laikymasis yra svarbiausia sėkmingo valstybinio plano įgyvendinimo, greito naujų technologijų kūrimo, teisingo gamybos priemonių naudojimo, laiko, medžiagų ir energijos taupymo sąlyga.
Mašinų gamybos įmonės gamina detales, kurios yra itin įvairios tiek žaliavos, konfigūracijos ir dydžio, tiek gamybos tikslumo ir švaros reikalavimų atžvilgiu. Įvairių technologinių procesų projektavimas ir įgyvendinimas daugeliui detalių yra labai daug darbo reikalaujantis ir brangus darbas. Tai lemia standartinių technologinių procesų kūrimo poreikį.
Standartiniai technologiniai procesai kuriami remiantis dalių klasifikacija, pagal kurią visos gamykloje pagamintos detalės skirstomos į klases, klasės į grupes, grupės į pogrupius pagal šiuos kriterijus: žaliava, konfigūracija, matmenys ir švarumas. apdorotus detalės paviršius. Technologinių procesų tipizavimas turi didelę reikšmę pažangių didelio našumo technologinių procesų sisteminimui, apibendrinimui ir sklaidai. Technologinių procesų tipizavimas sumažina technologinio paruošimo darbo intensyvumą 2-3 kartus, o technologinės dokumentacijos - 8-10 kartų. Standartiniai technologiniai procesai plačiai naudojami daugiausia mechaniniam ir terminiam detalių apdirbimui smulkioje ir individualioje gamyboje. Būtina plėsti liejimo, kalimo ir surinkimo technologinių procesų tipizavimo naudojimą.
Gamybos technologinį paruošimą gamykloje atlieka vyriausiojo technologo tarnyba. Didelėse gamyklose technologinį produkcijos paruošimą karštuose cechuose atlieka vyriausiojo metalurgo skyrius arba jam tiesiogiai vadovauja. Technologinis mokymas mašinų gamybos gamyklose gali būti organizuojamas pagal centralizuotą, decentralizuotą arba mišrią sistemą.
Esant centralizuotai sistemai, technologinis paruošimas koncentruojamas bendrame gamyklos technologiniame skyriuje (vyriausiojo technologo skyriuje). Centralizuota sistema naudojama masinėje ir didelės apimties gamyboje. 3 paveiksle parodyta apytikslė mašinų gamybos įmonės technologinio skyriaus organizacinės struktūros schema.
Decentralizuota sistema apima technologinio mokymo paskirstymą pagrindiniuose gamyklos gamybos padaliniuose. Šių dirbtuvių technologiniai biurai savarankiškai kuria technologinius procesus ir jų įrangą. Tokia sistema naudojama vienkartinėje gamyboje, kai gaminamas didelis mašinų, jų komponentų ir detalių asortimentas bei dažnai keičiamas šis asortimentas. Decentralizuotoje sistemoje gamyklos vyriausiojo technologo skyrius vykdo tik bendrą metodinį cecho technologinių biurų valdymą.
Mišri technologinio mokymo organizavimo sistema yra tokia, kad plėtra iš dalies (maršrutų technologija) vykdoma vyriausiojo technologo skyriuje, o iš dalies (eksploatacinė technologija) – parduotuvių technologijų biuruose. Ši sistema naudojama masinėje gamyboje.
Technologijų skyriaus (vyriausiojo technologo skyriaus) sudėtis ir organizacinė struktūra priklauso nuo jo darbo masto ir pobūdžio.

Ryžiai. 3. Mašinų gamybos įmonės technologinio skyriaus organizacinės struktūros schema
Naujų technologinių procesų kūrimas, priėmimas ir perdavimas į gamybą pagal ISO 9000 serijos standartų reikalavimus
Darbo užduotys, kurias rangovas sudaro pagal užsakovo prašymą, yra pirminis technologinio proceso tobulinimo dokumentas.
Šalys (asmenys), dalyvaujančios rengiant ir įgyvendinant technologinę dokumentaciją, gali veikti kaip užsakovas, vykdytojas (rengėjas) ir vartotojas.
Klientas yra asmuo, pagal kurio sutartį ar paraišką iš jo buvo kuriamas technologinis procesas. Užsakovas pateikia kūrėjui pradinius kūrimo reikalavimus; tvirtina technines specifikacijas plėtrai; priima technologinius procesus ir nustato jų taikymo sritį. Užsakovas atsako už pirminių duomenų kūrimo techninį ir ekonominį pagrįstumą, už jų atitikimą (standartai, rodikliai, reikalavimai) esamam mokslo, technologijų ir gamybos išsivystymo lygiui. Atlikėjas (kūrėjas) pagal užsakovo reikalavimus rengia technines specifikacijas, derina jas su užsakovu ir kitomis suinteresuotomis įmonėmis (organizacijomis), rengia reikiamą dokumentaciją, atsako už dokumentacijos užbaigtumą, kokybę ir perdavimo užsakovui laiką bei vykdo priežiūrą jo naudojimas.
Technologinių procesų plėtra grindžiama dviem principais: techniniu ir ekonominiu. Pagal techninį principą suprojektuotas technologinis procesas turi visiškai užtikrinti visų darbo brėžinio ir techninių specifikacijų reikalavimų įvykdymą tam tikro gaminio gamybai. Remiantis ekonominiu principu, gaminio gamyba turėtų būti atliekama su minimaliomis darbo ir gamybos sąnaudomis. Gaminių gamybos technologinis procesas turi būti vykdomas maksimaliai išnaudojant gamybos priemonių technines galimybes su mažiausiai laiko ir gaminių sąnaudomis.
Nuolatinis technologinių procesų progresas yra sėkmingos įmonių konkurencijos dėl rinkų sąlyga. Vykdydami kryptingus veiksmus, susijusius su jų kokybe, jie vadovaujasi ISO 9000 standartų serijos reikalavimais, užtikrinančiais užsienio įmonių patirties panaudojimą, o tai apima gamybos operacijų planavimą kontroliuojamomis sąlygomis, tam tikru būdu ir laikantis reikalavimų. tam tikra seka. Kontroliuojamos sąlygos apima tinkamą medžiagų, gamybos įrangos, procesų ir procedūrų, kompiuterių programinės įrangos, personalo, reikmenų, įrangos ir darbo aplinkos kontrolę. Gamybos operacijos turi būti pakankamai išsamiai apibrėžtos technologinėje dokumentacijoje, technologinėje dokumentacijoje pagrindinis dėmesys turėtų būti skiriamas išsamiam ir tiksliam technologinių metodų aprašymui (išskyrus fragmentus, kuriuose nurodoma, ką daryti, ir pateikiama informacija, kaip tai padaryti). Pagrindinių paviršiaus dalių ir surinkimo mazgų formavimas, apibrėžtas „Dalių ir surinkimo mazgų pagrindinių paviršių, turinčių įtakos gaminio technologinio tikslumo rezervų (kokybės rezervų) susidarymui, klasifikatoriuje“, turi būti atliekamas standartizuotu metodu. .
Technologinio tikslumo rezervas (kokybės rezervas) suprantamas kaip teigiamas skirtumas tarp bet kokių dalių (surinkimo mazgų, gaminių) parametrų tolerancijos vertės ir sklaidos lauko, tai yra tas kokybės rezervo rezervas (eksploatavimo rezervas), į kurį patenka klaidos. tolerancijos laukas. Taigi, esant vienodiems techniniams reikalavimams (standartams), gaminio kokybė bus aukštesnė ten, kur yra dideli technologinio tikslumo rezervai. Tai galima iliustruoti tokiu pavyzdžiu. Yra žinoma, kad buitinės ir Švedijos įmonės SKF riedėjimo guolių leistinos nuokrypos yra maždaug vienodos, tačiau SKF guolių ilgaamžiškumas ir patikimumas yra vidutiniškai didesni, nes jie gaminami naudojant didesnes technologinio tikslumo atsargas (šios įmonės guoliai). turi tikslesnės formos ir geresnės paviršiaus kokybės detales , o jų dydžius – mažesnę sklaidą vietinės mašinos ir geriausių užsienio kompanijų mašinos labai skiriasi, todėl staklių gamyboje geriausių Japonijos firmų tikslumo atsargos sudaro 60-70%, t.y. šios įmonės naudoja tik 25-40% tolerancijos lauko. mašinų gamyba su specialia technologine įranga ir (arba) specialiomis staklėmis, taip pat „apdirbimo centro“ tipo staklės (klasifikatorių parengia projektavimo skyrius, papildomai nustatyta „darbinė projektinė dokumentacija“). Siekiant sudaryti sąlygas technologinio proceso valdymui, technologinėje dokumentacijoje aiškiai apibrėžtos kontrolės operacijos, kontroliniai pavyzdžiai, valdymo kortelių planas ir forma, pirmos ir paskutinės operacijos kontrolė, technologinių priemonių ir matavimo priemonių nustatymo operacijos, įranga. pakeitimas ir kt.; atsižvelgiama į eksploatacinių aplinkos sąlygų (temperatūra, drėgmė, dulkės ir kt.) palaikymo (priimtinose ribose) būdai ir priemonės. Esant padidėjusiai gaminio kokybės priklausomybei nuo medžiagų ir komponentų savybių, pateikiami jų gaunamo patikrinimo būdai ir priemonės. Ypatingas dėmesys skiriamas operacijoms, užtikrinančioms gaminio saugą (elektros saugą, triukšmo charakteristikas, pavojų dėl gedimų ir kt.), taip pat apdirbimo (surinkimo) ir kontrolės rezultatų atsekamumo ir dokumentavimo galimybę.
Pagrindinis technologinis dokumentas, pagal tarptautinius ISO 9000 serijos standartus, yra darbo instrukcija (WI). RI nustato bendruosius (nuolatinius) technologinių operacijų atlikimo konkrečioje darbo vietoje reikalavimus, įskaitant darbo ir technologinių priemonių veiksmus bei saugos reikalavimus.
Esant poreikiui, be RI, kuriamos technologinės instrukcijos (TI). TI pateikia kintamus technologinius technologinio proceso (operacijos) parametrus – apdorojimo režimą ir būdus, kaip pasiekti technologinio tikslumo rezervus (kokybės rezervus) konkrečiai darbo vietai.
Norint valdyti technologinį procesą ir vizualizuoti jo maršruto suvokimą, rekomenduojama parengti technologinę schemą. Diagramoje simboliai (2.1 lentelė) nurodo: cechų, sekcijų, darbo vietų pavadinimus ir numerius; informacija apie įmonėje veikiančių STP, RI, TI panaudojimą kuriamame technologiniame procese; žaliavų, medžiagų ir komponentų priėmimo, saugojimo ir transportavimo operacijos ir veikla; apdorojimo ir kontrolės operacijos perdirbimo metu; surinkimo ir kontrolės operacijos surinkimo metu; priėmimo (bandymo) operacijos; gatavų gaminių transportavimo ir sandėliavimo operacijos.
Procesams, kurie jau vykdomi gamyboje, patartina išanalizuoti sukurtą schemą, kad atitiktų esamą, jei yra skirtumų, jie aptariami. Galutinis analizės ir diskusijos tikslas – griežtas technologinės schemos laikymasis realiomis gamybos sąlygomis. Schema tvirtinama kartu su gaminio technologine dokumentacija.
RI ir diagramos daromos ant A4 formato lapų (GOST 2.301-68) arba formų, panašių į TI (GOST 31105-81); TI - ant À4 formato lapų arba formų, panašių į TI (GOST 31105-81) ir (arba) atitinkamo formavimo tipo – pjovimo, liejimo, kalimo ir karštojo štampavimo, šaltojo štampavimo – eksploatacinių procesų žemėlapių formos (pageidautina standartinės), suvirinimas, litavimas ir skardinimas, dažymas ir lakas bei galvaninės dangos, metalo apdirbimo ir montavimo darbai ir kt., su ruošinio eskizų kūrimu ir atlikimu (jei reikia) (pagal GOST 3.1105-81 reikalavimus). Formuojant pilną technologinio proceso komplektą, naudojamos ir kitos ESTD formos.
Diegiant organizacijoje (įmonėje) darbo sutarčių sudarymo su technologinės dokumentacijos rengėjais pagal sutartį sistemą, kuri nustato visiško atliktų darbų kokybės garanto pareigą, metrologinė kontrolė ir standartinė dokumentacijos kontrolė nevykdoma. .
- Gamybos procesas – tai sąnaudų (input) pavertimo rezultatais (produkcijos) procesas.
- Gamybos procesas yra darbo procesų ir natūralių procesų visuma, reikalinga tam tikros rūšies gaminiui gaminti.
- Pagrindinė įmonės produkcija yra įvairių rūšių gaminiai. Yra pagrindinės ir pagalbinės gamybos produktai.
- Priklausomai nuo jų vaidmens bendrame gaminių gamybos procese, išskiriami procesai: pagrindiniai, pagalbiniai ir aptarnavimo.
- Svarbiausi gamybos proceso organizavimo principai: proporcingumas, lygiagretumas, tęstinumas, tiesumas, ritmas, specializacija, automatiškumas, lankstumas, nuoseklumas, optimalumas.
- Gamybos ciklas yra kalendorinis laikotarpis, per kurį darbo objektas pereina visus gamybos proceso etapus.
- Gamybos ciklas susideda iš dviejų dalių: darbo laikotarpio ir pertraukos laiko.
- Gamybos ciklą lemia gaminamos produkcijos pobūdis, technologinis procesas, technologijos lygis ir gamybos organizavimas.
- Gamybos procese yra trys darbo objektų judėjimo tipai: nuoseklus, lygiagretus, lygiagretus-nuoseklus.
- Gamybos tipą lemia specializacija, prekių asortimento apimtis ir pastovumas, taip pat gaminių judėjimo per darbo vietas forma.
- Pagrindinis produkcijos tipą apibūdinantis rodiklis yra operacijų konsolidavimo koeficientas. Tai rodo per mėnesį atliekamų įvairių technologinių operacijų skaičiaus santykį su darbų skaičiumi.
- Yra trys gamybos tipai: serijinė – ribotas produktų asortimentas gaminamas partijomis (serijiniais) su plačia specializacija; masinė - nuolatinė riboto asortimento gaminių gamyba labai specializuotose darbo vietose; vienkartinė – plataus asortimento gaminių gamyba vienkartiniais kiekiais, kartojama neribotais intervalais arba visai nekartojanti, darbo vietose be konkrečios specializacijos.
- Vietos, dirbtuvių ar gamyklos tipą lemia vyraujantis gamybos tipas.
- Technologinis paruošimas – tai priemonių visuma, užtikrinanti produkcijos pagaminamumą ir pagrįsta vieninga gamybos technologinio paruošimo sistema (ESTPP).
- Technologiniu parengimu sprendžiamos šios problemos: projektavimo pagaminamumo užtikrinimas, technologinių procesų ir valdymo metodų kūrimas, technologinės įrangos projektavimas ir gamyba, TPP proceso organizavimas ir valdymas.
- Projektinę dokumentaciją sudaro: techninis pasiūlymas, preliminarus projektas, techninis projektas.
- Vienodų gaminių techninių reikalavimų siekimas vykdomas remiantis gaminio sertifikavimu ir jos gamybos kokybės sistema. Sertifikavimas gali būti privalomas arba neprivalomas.
- Pradinė technologinių procesų kūrimo informacija apima: pagrindinę, orientacinę, nuorodą.
- Pagrindiniai technologinių procesų kūrimo etapai: pradinių duomenų analizė, esamo standartinio projekto ar panašiai parinkimas, pradinio ruošinio ir jo gamybos būdų parinkimas, technologinių bazių parinkimas, technologinio apdorojimo maršruto parengimas, technologinių operacijų kūrimas. , technologinio proceso standartizavimas, saugos reikalavimų nustatymas, ekonominio naudingumo technologinio proceso skaičiavimas, technologinių procesų projektavimas.
- Suprojektuoti technologiniai procesai fiksuojami technologinėje dokumentacijoje: maršrutų, eksploataciniuose, eksploataciniuose ir instrukcijų žemėlapiuose.
- Pasirinkto technologinio proceso varianto ekonominį pagrįstumą lemia minimalios detalių iš kelių gamybos sąnaudos.
- Technologinį gamybos paruošimą atlieka vyriausiojo technologo tarnyba.
Klausimai, testai, užduotys
- Gamybos procesas, jo esmė ir sudėtis.
- Pagrindinių gamybos procesų turinys.
- Pagalbinių gamybos procesų turinys.
- Dalinis gamybos procesas, jo apibrėžimas ir jį sudarančių operacijų rūšys.
- Gamybos procesų struktūra.
- Pagrindiniai gamybos procesų organizavimo principai.
- Gamybos ciklas, jo struktūra ir būdai jį sumažinti.
- Nuoseklus judėjimo tipas.
- Lygiagretus judėjimo tipas.
- Lygiagretus-nuoseklus judėjimo tipas.
- Gamybos procesų judėjimo laike tipų charakteristikos.
- Masinė gamyba, jos charakteristikos.
- Serijinė gamyba, jos charakteristikos.
- Vienetinė gamyba, jos charakteristikos.
- Pagrindiniai technologinio pasirengimo etapai.
- Pradiniai duomenys ir techninė dokumentacija technologiniams procesams kurti.
- Ekonominis pasirinkto technologinio proceso varianto pagrįstumas.
- Gamybos technologinio paruošimo valdymo organizavimas.
- Dalių, kuriose apdorojimas atliekamas partijomis, perdavimo būdas ir perėjimas nuo operacijos prie operacijos tik apdorojus visą partiją:
- lygiagretus;
- nuoseklus;
- mišrus;
- teisingo atsakymo nėra.
- Vienkartinėje ir nedidelės apimties gamyboje paprastai naudojamas:
- nuoseklus judėjimo tipas;
- lygiagretus;
- nuoseklus ir mišrus;
- teisingo atsakymo nėra.
- Pagrindinė programinė įranga yra padalinta į šias funkcijas:
- pirkimas, perdirbimas ir surinkimas;
- pirkimas, perdirbimas ir pardavimas;
- pirkimai ir transportas;
- teisingo atsakymo nėra.
- Įrangos skyriai yra išdėstyti TP tvarka:
- nuoseklumas;
- tiesumas;
- ritmas;
- teisingo atsakymo nėra.
- Gamybos ciklo trukmė yra:
- laikas, per kurį perdirbti produktai yra gamyboje;
- laiko intervalas tarp dviejų dalių apdorojimo;
- laiko intervalas tarp vienodo skaičiaus produktų iš eilės išleidimo;
- teisingo atsakymo nėra.
- Lygiagretus nuoseklus judėjimo tipas:
- Iš eksploatacijos į eksploataciją dalys perduodamos atskirai arba mažomis partijomis;
- Nuo operacijos iki operacijos dalys perduodamos tik kaip visa partija;
- atskiros partijos dalys iš dalies apdorojamos vienu metu dviem ar daugiau operacijų;
- teisingo atsakymo nėra.
- Naudojamas lygiagretus judėjimo tipas:
- tik masinėje gamyboje;
- vienetinėje ir masinėje gamyboje;
- didelio masto ir masinėje gamyboje;
- teisingo atsakymo nėra
- Gamybos procesas vyksta:
- tik laiku;
- laike ir erdvėje;
- tik erdvėje;
d) nėra teisingo atsakymo.
- Vienoje darbo vietoje atlikta techninio proceso dalis:
- technologinis perėjimas;
- technologinis veikimas;
- pagalbinė perėja;
- teisingo atsakymo nėra
- Pagrindinis PP yra:
- produktų, kurie bus naudojami įmonėje, gamybos procesas;
- procesas, kurio metu žaliavos ir medžiagos paverčiamos gaminiais;
- techniniam procesui atlikti reikalingų gamybos priemonių komplektą;
- teisingo atsakymo nėra.
- Technologinis procesas yra toks:
- procesas, kurio metu keičiasi gaminio forma, matmenys ir savybės;
- procesas, dėl kurio nesikeičia gaminio forma, dydis ir savybės;
- baigta technologinio perėjimo dalis;
- teisingo atsakymo nėra.
- Naudojant formulę: T=S t vnt i + /n – 1/x/S t vnt b – S t vnt m/ nustatomas paketinio apdorojimo laikas:
- lygiagretus;
- lygiagretus - serijinis;
- nuoseklus;
- teisingo atsakymo nėra.
- Darbo procesas, kurio metu nesukuriama produkto, yra:
- pagalbinė programinė įranga;
- pagrindinis PP;
- patiekiamas PP;
- teisingo atsakymo nėra
- Netechninis procesas yra:
- procesas, dėl kurio keičiasi gaminio forma, dydis ir savybės;
- naudingų veiksmų rinkinį parduodant gatavą produkciją;
- procesas, dėl kurio nesikeičia gaminio forma, dydis ir savybės;
- teisingo atsakymo nėra.
- Produktas yra:
- vienoje darbovietėje atlikta užbaigta techninio proceso dalis;
- bet koks darbo elementas, kuris turi būti pagamintas gamyboje;
- pagrindinis programinės įrangos struktūrinis vienetas;
- teisingo atsakymo nėra.
- Gamybos ciklo trukmė nustatoma pagal formulę:
- Tc = T pagrindinis + T obs + T per
- Tc = T pagrindinis + T vsp + T vnt.k
- Tp = T obs + T pz
- teisingo atsakymo nėra.
- Proporcingumas yra:
- pagrindinių, pagalbinių ir aptarnavimo procesų nustatytų proporcijų laikymasis;
- periodiškai sistemingai kartojantis PP;
- nuoseklumas tarp darbų pradžios ir pabaigos datos gretimose teritorijose;
- teisingo atsakymo nėra.
- Vienalaikis vienos sudėtingos programinės įrangos skirtingų dalių vykdymas vienu metu yra:
- Lygiagretumas.
- Nuoseklumas.
- Proporcingumas.
- Teisingo atsakymo nėra
- 19. Gamybos procesas yra toks:
- Tarpusavyje susietų darbo procesų visuma, dėl kurios žaliavos paverčiamos gatavais produktais.
- Techninio proceso dalis, apimanti gaminio būklės keitimo darbus.
- Naudingų veiksmų rinkinys gatavų produktų gamybai ir pardavimui.
- Teisingo atsakymo nėra.
- Sudaro sąlygas vienodai gamybai per visą planavimo laikotarpį:
- Ritmas.
- Lygiagretumas.
- Proporcingumas.
- Teisingo atsakymo nėra.
- Naujos technologijos kūrimo procese pereina šiuos etapus:
- Moksliniai tyrimai, techninė plėtra, medžiagų tobulinimas.
- Moksliniai tyrimai, projektavimas ir techninė plėtra, gamybos plėtra.
- Moksliniai tyrimai, projektavimas ir techninė plėtra, organizacinis parengimas.
- Teisingo atsakymo nėra.
- Technologinio proceso plėtra vykdoma:
- Išbandžius dizainą, kad būtų galima pagaminti.
- Prieš apdorojant ----² ----.
- Teisingo atsakymo nėra.
- Dizaino detalumo lygis priklauso nuo:
- Detalės tipas.
- Gamybos tipas.
- Teisingo atsakymo nėra.
- Medžiagos naudingumo koeficientas apskaičiuojamas pagal formulę:
- Kim = Mz / Md
- Kim = Md / Mz * 100
- Kim = Md/Mo
- Teisingo atsakymo nėra.
- Techninių procesų derinimas apskritai ir projektinė dokumentacija baigiasi:
- Dizaino mokymai.
- Technologinis mokymas.
- Techninis mokymas.
- Teisingo atsakymo nėra.
- Pradinis gaminio projektavimo etapas yra:
- Techninės specifikacijos.
- Projekto projektas.
- Techninis projektas.
- Teisingo atsakymo nėra.
- Gamybos technologijos rodikliai gali būti:
- Tiesioginis ir netiesioginis.
- Absoliutus ir santykinis.
- Teisingo atsakymo nėra.
- Eksperimento procesas naudojamas, kai:
- Masinė produkcija.
- Serijinė gamyba.
- Vienetinė gamyba.
- Masinė ir serijinė gamyba.
- Teisingo atsakymo nėra.
- Išlaidos, priklausomai nuo apdorojimo būdo, vadinamos:
- Technologinė kaina.
- Planuojamos išlaidos.
- Teisingo atsakymo nėra.
- Gaminio paskirtį, taikymo sritį, eksploatacinius, techninius ir ekonominius reikalavimus lemia:
- Techninė užduotis.
- Techninis projektas.
- Preliminarus dizainas.
- Teisingo atsakymo nėra.
- Bendra gaminio išvaizda, pagrindinė jo idėja lemia:
- Techninė užduotis.
- Techninis projektas.
- Preliminarus dizainas.
- Darbinis juodraštis.
- Teisingo atsakymo nėra.
- Dalių geometrinių formų ir matmenų skaičiavimas, medžiagų ir ruošinių pasirinkimas nustatomas sudarant:
- Techninės specifikacijos.
- Techninis projektas.
- Projekto projektas.
- Teisingo atsakymo nėra.
Nustatykite gamybos ciklo trukmę, kad būtų galima apdoroti dalių partiją, kurią sudaro 6 dalys. su nuosekliais, lygiagrečiais ir lygiagrečiai nuosekliais judesiais, jei operacijų apdorojimo sudėtingumas yra: 005-4 min., 010-2 min., 015-5 min., 020-4 min. Dalių perkėlimas į gabalus. Sukurkite visų tipų judesių grafikus ir padarykite išvadas apie šių judesių efektyvumą.
Detalei pagaminti sukurti 2 technologinio proceso variantai: pjovimas ir štampavimas. Nustatykite, kuris variantas yra ekonomiškesnis, naudojant metinę 900 vnt. programą. remiantis šiais duomenimis.
Nustatykite kritinę programą ir nustatykite, kiek dalių per metus patartina jas apdoroti keturių velenų automatine mašina, o ne bokšteliu su šiais duomenimis:
|
Apdorojimo metu |
||
|
Ant bokšto mašinos |
ant keturių sp. automatinis |
|
|
Staklių operatoriaus atlyginimo kop./vnt. Eksploatacijos kaina cop./vnt. Instrumentas Mašinos nusidėvėjimas, kapeikos/vnt. Įrangos įrengimo ir eksploatavimo kaina, rub./metus |
||