Klasifikacija zavara i spojeva. Koje su vrste zavarenih spojeva i njihove karakteristike
Trajni spoj koji je napravljen zavarivanjem naziva se zavareni spoj. Sastoji se od nekoliko zona:
Zone zavarenih spojeva: 1 - zavareni šav; 2 - fuzija; 3 - termički uticaj; 4 - osnovni metal
- zavareni šav;
- fuzija;
- termički uticaj;
- Obični metal.
Po dužini zavareni spojevi su:
- kratko (250-300 mm);
- srednje (300-1000 mm);
- duga (više od 1000 mm).
U zavisnosti od dužine vara, bira se i način njegovog izvođenja. Kod kratkih spojeva, šav se izvodi u jednom smjeru od početka do kraja; srednje dijelove karakterizira šav u odvojenim dijelovima, a njegova dužina treba biti takva da je cijeli broj elektroda (dvije, tri) dovoljan da se završi; dugi spojevi se zavaruju metodom obrnutog koraka, koji je gore spomenut.


Po vrsti zavarenih spojeva dijele se na:
1. Butt. Ovo su najčešći spojevi u različitim metodama zavarivanja. Poželjni su jer se odlikuju najmanjim unutrašnjim naprezanjima i deformacijama. U pravilu se limene konstrukcije zavaruju čeonim spojevima.
Glavne prednosti ovog spoja, na koje se može računati pod uslovom pažljive pripreme i uklapanja ivica (zbog zatupljivanja potonjih sprečava se progorevanje i strujanje metala tokom procesa zavarivanja, a njihova paralelnost obezbeđuje visokokvalitetni uniformni šav) su sljedeće:
— minimalna potrošnja osnovnog i deponovanog metala;
- najmanji vremenski interval potreban za zavarivanje;
- veza može biti jaka kao i osnovni metal.
Ovisno o debljini metala, rubovi tokom elektrolučnog zavarivanja mogu se rezati pod različitim uglovima u odnosu na površinu:
- pod pravim uglom, ako se spajaju čelični limovi debljine 4-8 mm. Istovremeno, između njih ostaje razmak od 1-2 mm, što olakšava zavarivanje donjih dijelova rubova;
- pod pravim uglom, ako je metal debljine do 3 i do 8 mm spojen jednostranim ili dvostranim zavarivanjem;
- sa jednostrano zakošenim rubovima (u obliku slova V), ako je debljina metala od 4 do 26 mm;
- sa dvostranom kosom (u obliku slova X), ako su listovi debljine 12-40 mm, a ova metoda je ekonomičnija od prethodne, jer se količina nanesenog metala smanjuje gotovo 2 puta. To znači uštedu elektroda i električne energije. Osim toga, za dvostrani kos, deformacije i naprezanja tijekom zavarivanja su manje karakteristični;
- kut nagiba se može smanjiti sa 60° na 45° ako se zavaruju limovi debljine veće od 20 mm, što će smanjiti količinu nanesenog metala i uštedjeti elektrode. Prisutnost razmaka od 4 mm između rubova osigurat će neophodan prodor metala.
Prilikom zavarivanja metala različitih debljina, rub debljeg materijala je jače zakošen. Sa značajnom debljinom dijelova ili listova spojenih lučnim zavarivanjem, koristi se čašasta priprema rubova, a debljine 20-50 mm vrši se jednostrana priprema, a debljine veće od 50 mm - dvostrano bočna priprema.
Gore navedeno je jasno prikazano u tabeli.



2. Preklop, koji se najčešće koristi kod elektrolučnog zavarivanja konstrukcija čija je debljina metala 10-12 mm. Ova se opcija razlikuje od prethodne veze po odsustvu potrebe da se rubovi pripremaju na poseban način - samo ih odrežite. Iako montaža i priprema metala za preklopni spoj nije toliko opterećujuća, treba uzeti u obzir da je potrošnja osnovnog i šavnog metala veća u odnosu na čeone spojeve. Za pouzdanost i izbjegavanje korozije zbog prodiranja vlage između listova, takvi spojevi su zavareni s obje strane. Postoje vrste zavarivanja kod kojih se koristi isključivo ova opcija, posebno kod točkastog kontakta i zavarivanja na valjcima.
3. T-oblika, naširoko koristi u lučnom zavarivanju. Kod njih su ivice zakošene s jedne ili obje strane, ili uopće nemaju kosinu. Posebni zahtjevi vrijede samo za pripremu vertikalnog lima, koji mora imati jednako rezanu ivicu. Kod jednostranih i dvostranih iskosa, rubovi vertikalnog lima osiguravaju razmak od 2-3 mm između vertikalne i horizontalne ravnine kako bi se vertikalni lim zavario do pune debljine. Jednostrani kos se izvodi kada je dizajn proizvoda takav da ga nije moguće zavariti s obje strane.
4. Ugao, u kojem su strukturni elementi ili dijelovi spojeni pod jednim ili drugim uglom i zavareni duž ivica koje se moraju unaprijed pripremiti. Slične veze nalaze se u proizvodnji rezervoara za tečnosti ili gasove, koji se u njima nalaze pod blagim unutrašnjim pritiskom. Ugaoni spojevi se mogu zavariti i iznutra radi povećanja čvrstoće.
5. Welt, kojem se pribjegava u slučajevima kada preklapajući šav normalne dužine ne daje potrebnu čvrstoću. Takve veze su dvije vrste - otvorene i zatvorene. Rez je napravljen rezanjem kiseonikom.
6. Kraj (bočni), u kojem se listovi polažu jedan na drugi i na krajevima zavaruju.
7. Sa preklopima. Da bi se izvela takva veza, listovi se spajaju i spoj se prekriva preklopom, što, naravno, podrazumijeva dodatnu potrošnju metala. Stoga se ova metoda koristi kada nije moguće izvesti čeoni ili preklopni šav.
8. Sa električnim zakovicama. Ova veza je jaka, ali nedovoljno čvrsta. Za njega se izbuši gornji list, a rezultirajuća rupa je zavarena na takav način da zahvati donji list. Ako metal nije previše debeo, bušenje nije potrebno. Na primjer, kod automatskog zavarivanja pod vodom, gornji sloj se jednostavno spaja pomoću luka za zavarivanje.
Konstruktivni element zavarenog spoja, koji se prilikom njegovog izvođenja formira kristalizacijom rastaljenog metala duž linije kretanja izvora grijanja, naziva se zavar. Elementi njegove geometrijske forme su:

- širina (b);
- visina (p);
- vrijednost noge (K) za uglove, lap i T spojeve.
Klasifikacija zavarenih spojeva zasniva se na različitim karakteristikama koje su prikazane u nastavku. 1. Po vrsti veze:
- guza;
- ugao.

Kutni zavari se praktikuju kod nekih vrsta zavarenih spojeva, posebno kod preklopa, sučelja, kuta i preklopa. Stranice takvog šava nazivaju se kraci (k), zona ABCD na sl. 33 pokazuje stepen konveksnosti šava i ne uzima se u obzir pri proračunu čvrstoće zavarenog spoja. Prilikom izvođenja potrebno je da su noge jednake, a ugao između stranica OD i BD iznosi 45 °.
2. Po vrsti zavarivanja:
— šavovi lučnog zavarivanja;
— šavovi automatskog i poluautomatskog zavarivanja pod vodom;
— šavovi elektrolučnog zavarivanja u okruženju zaštitnih gasova;
— šavovi zavarivanja elektrošljakom;
- kontaktno zavarivanje šavova;
— šavovi gasnog zavarivanja.

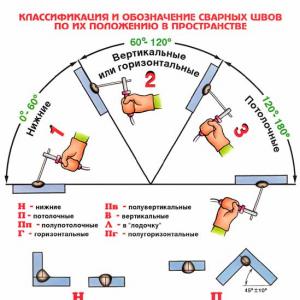
3. Prema prostornoj poziciji u kojoj se zavarivanje izvodi:
- niže;
- horizontalno;
- vertikalno;
- plafon.
Donji šav je najlakši za napraviti, stropni šav je najteži. U potonjem slučaju, zavarivači prolaze posebnu obuku, a stropni šav je lakše napraviti plinskim zavarivanjem nego lučnim zavarivanjem.
4. Po dužini:
- kontinuirano;
- povremeno.

Povremeni šavovi se široko praktikuju, posebno u slučajevima kada nema potrebe (proračun čvrstoće ne podrazumijeva kontinuirani šav) za čvrsto povezivanje proizvoda. Dužina (I) dijelova koji se spajaju je 50-150 mm, razmak između njih je otprilike 1,5-2,5 puta veći od zone zavarivanja, a zajedno čine korak šava (t).
5. Prema stepenu konveksnosti, tj. oblik vanjske površine:

- normalno;
- konveksna;
- konkavno.
Vrsta elektrode koja se koristi određuje konveksnost šava (a"). Najveća konveksnost je karakteristična za tanko obložene elektrode, a debelo obložene elektrode daju normalne šavove, budući da se odlikuju većom fluidnošću rastaljenog metala.
Empirijski je utvrđeno da se čvrstoća šava ne povećava s povećanjem njegove konveksnosti, posebno ako spoj "radi" pod promjenjivim opterećenjima i vibracijama. Ova situacija se objašnjava na sljedeći način: kada se pravi šav s velikom konveksnošću, nemoguće je postići glatki prijelaz sa zrna šava na osnovni metal, stoga se u ovom trenutku rub šava reže, kao bilo je, a stresovi su uglavnom koncentrisani ovdje. U uslovima promenljivih i vibracionih opterećenja na ovom mestu, zavareni spoj može biti podložan uništenju. Osim toga, konveksni zavari zahtijevaju povećanu potrošnju metala elektrode, energije i vremena, tj. je neekonomična opcija.
6. Po konfiguraciji:


- pravolinijski;
- prsten;
- vertikalno;
- horizontalno.
7. U odnosu na aktivne snage:

- bok;
- kraj;
- kombinovano;
- koso.
Vektor djelovanja vanjskih sila može biti paralelan s osi vara (tipično za bočne), okomit na os zavara (za krajnje spojeve), prolaziti pod uglom u odnosu na os (kod kosih) ili kombinirati smjer bočnih i krajnjih sila (za kombinirane).
8. Prema načinu držanja rastopljenog metala šava:
- bez podstava i jastuka;
- na uklonjivim i preostalim čeličnim oblogama;
- na bakrenim, fluks-bakarnim, keramičkim i azbestnim oblogama, fluksnim i gasnim jastucima.
Prilikom nanošenja prvog sloja šava, glavna stvar je da se tekući metal zadrži u bazenu za varenje. Da spriječite curenje, koristite:
- čelične, bakrene, azbestne i keramičke obloge koje se uvlače ispod korijenskog šava. Zahvaljujući njima, moguće je povećati struju zavarivanja, što osigurava prodornost ivica i garantuje stopostotni prodor dijelova. Osim toga, obloge zadržavaju rastopljeni metal u zavarenom bazenu, sprječavajući stvaranje opekotina;
- umetci između rubova koji se zavaruju, koji obavljaju iste funkcije kao i brtve;
- opšivanje i zavarivanje korijena šava sa suprotne strane, a da se ne teži prodoru;
- fluks, fluks-bakar (kod zavarivanja pod vodom) i gas (kod ručnog lučnog, automatskog i argon-lučnog zavarivanja) jastučići koji se dovode ili uvlače ispod prvog sloja šava. Njihova svrha je spriječiti istjecanje metala iz zavarenog bazena;
- spojevi u bravi pri izradi čeonih zavara, koji sprečavaju opekotine u korijenskom sloju šava;
- posebne elektrode, čiji premaz sadrži posebne komponente koje povećavaju površinsku napetost metala i sprječavaju njegovo istjecanje iz zavarenog bazena pri izradi vertikalnih šavova od vrha do dna;
- pulsni luk, zbog kojeg dolazi do kratkotrajnog topljenja metala, što doprinosi bržem hlađenju i kristalizaciji metala šava.
9. Na strani na kojoj se nanosi šav:

- jednostrano;
- bilateralni.
10. Prema materijalima koji se zavaruju:
- na ugljičnim i legiranim čelicima;
- na obojene metale;
- na bimetal;
- na polistiren i polietilen.
11. Prema lokaciji dijelova koji se spajaju:
- pod oštrim ili tupim uglom;
- pod pravim uglom;
- u istoj ravni.
12. Po zapremini deponovanog metala:

- normalno;
- oslabljen;
- ojačana.
13. Po lokaciji na proizvodu:
- uzdužni;
- poprečno.
14. Prema obliku zavarenih konstrukcija:
- na ravnim površinama;
- na sfernim površinama.
15. Po broju deponovanih perli:

- jednoslojni;
- višeslojni;
- multipass.
Prije zavarivanja, rubovi proizvoda, konstrukcija ili dijelova koji se spajaju moraju biti pravilno pripremljeni, jer čvrstoća šava ovisi o njihovom geometrijskom obliku. Elementi pripreme formulara su:

— ugao nagiba (a), koji se mora izvesti ako je debljina metala veća od 3 mm. Ako preskočite ovu operaciju, moguće su negativne posljedice kao što je nedostatak fuzije preko poprečnog presjeka zavarenog spoja, pregrijavanje i izgaranje metala. Priprema ivica omogućava zavarivanje nekoliko slojeva malog presjeka, zbog čega se poboljšava struktura zavarenog spoja, a smanjuju se unutarnji naponi i deformacije;
- razmak između spojenih ivica (a). Ispravnost podešenog razmaka i odabrani način zavarivanja određuju koliko će biti potpuna penetracija preko poprečnog presjeka spoja tokom formiranja prvog (korijenskog) sloja vara;
- zatupljivanje ivica (S), neophodno kako bi se procesu nametanja korijenskog vara dala određena stabilnost. Zanemarivanje ovog zahtjeva dovodi do izgaranja metala tokom zavarivanja;
- dužina iskosa lima u slučaju da postoji razlika u debljini (L). Ovaj element omogućava glatki i postupni prijelaz iz debljeg dijela u tanji, čime se smanjuje ili eliminira rizik koncentracije naprezanja u zavarenim konstrukcijama;
— pomicanje ivica jedna u odnosu na drugu (5). Budući da to smanjuje karakteristike čvrstoće spoja, a također doprinosi nedostatku prodiranja metala i stvaranju centara naprezanja, GOST 5264-80 uspostavlja prihvatljive standarde, posebno pomak ne smije biti veći od 10% metala. debljine (maksimalno 3 mm).
Dakle, prilikom pripreme za zavarivanje moraju biti ispunjeni sljedeći zahtjevi:
- očistite rubove od prljavštine i korozije;
- kositi odgovarajuću veličinu (prema GOST-u);
- postavite razmak u skladu s GOST-om, razvijenim za određenu vrstu veze.
Neke vrste ivica su već spomenute ranije (iako su razmatrane u drugom aspektu) pri opisivanju čeonih spojeva, ali je ipak potrebno ponovo usredotočiti se na to.

Izbor jedne ili druge vrste rubova određen je brojnim faktorima:
- način zavarivanja;
- debljina metala;
- način povezivanja proizvoda, delova itd.
Za svaku metodu zavarivanja razvijen je poseban standard koji određuje oblik pripreme ruba, veličinu šava i dozvoljena odstupanja. Na primjer, ručno lučno zavarivanje izvodi se u skladu sa GOST 5264-80, kontakt - u skladu sa GOST 15878-79, elektro-šljaka - u skladu sa GOST 1516468 itd.
Osim toga, postoji standard za grafičku oznaku zavara, posebno GOST 2.312-72. Za to se koristi nagnuta linija s jednostranom strelicom, koja označava dio šava.

Karakteristike zavarivanja, preporučeni način zavarivanja i druge informacije prikazane su iznad ili ispod horizontalne prirubnice povezane sa kosom linijom strelice. Ako je šav vidljiv, tj. nalazi se na prednjoj strani, tada je karakteristika šava data iznad police, ako je nevidljiva - ispod nje.
Dodatni znakovi također pripadaju simbolima zavara.

- elektrolučno zavarivanje - E, ali budući da je ova vrsta najčešća, slovo možda neće biti naznačeno na crtežima;
- plinsko zavarivanje - G;
— zavarivanje elektrošljakom — Š;
- zavarivanje u okruženju inertnog gasa - I;
- zavarivanje eksplozijom - Vz;
- plazma zavarivanje - Pl;
— kontaktno zavarivanje — Kt;
- zavarivanje trenjem - T;
- hladno zavarivanje - X.
Ako je potrebno (ako se implementira više metoda zavarivanja), slovna oznaka korištene metode zavarivanja stavlja se ispred oznake jedne ili druge sorte:
- priručnik - P;
- poluautomatski - P;
- automatski - A.
- luk potopljeni luk - F;
- zavarivanje u aktivnom gasu sa potrošnom elektrodom - UP;
- zavarivanje u inertnom gasu sa potrošnom elektrodom - IP;
– zavarivanje u inertnom gasu sa nepotrošnom elektrodom –
IN.
Za zavarene spojeve postoje i posebne oznake slova:
- zadnjica - C;
- majica - T;
- preklapanje - H;
- ugaona - U.
Prema brojevima navedenim iza slova, broj zavarenog spoja određuje se prema GOST-u za zavarivanje.
Sumirajući gore navedeno, možemo reći da simboli zavarenog šava sabiraju određenu strukturu.

šav - dužina šava, znak / ili Z, korak; 6 - za tačkasti šav - veličina tačke; 7 - za otporno zavarivanje - prečnik tačke,
znak / ili ~Z. , korak; 8—za zavarivanje šavova—dužina šava;
9 - širina i dužina šava, znak ili, korak; 10 - znak i noga prema standardu; 11 - uslovna slika metode zavarivanja; 12 - vrsta šava; 13 - standard veze
Kao primjer, dešifrirajmo notaciju:

- šav se nalazi na nevidljivoj strani - oznaka je ispod police;
- T spoj, šav br. 4 prema GOST 1477176 - T4;
- zavarivanje u ugljen dioksidu - U;
- poluautomatsko zavarivanje - P;
- dužina noge 6 mm - G\ 6:
- isprekidani šav sa šahovskim rasporedom sekcija - 50 ~ Z_ 150.
Zavareni metalni spojevi su među glavnim metodama pričvršćivanja konstrukcija koje se koriste u svakodnevnom životu i proizvodnji. Ovo je vrlo pouzdan način dobivanja jednog dizajna, koji je također relativno jeftin.
Veze ovog tipa nastaju topljenjem metala u području spoja i njegovom naknadnom kristalizacijom nakon hlađenja. Njihova kvaliteta ovisi o pravilnom izboru načina rada električnog aparata za zavarivanje, elektrode, prodora šava. Ovo je regulisano važećim propisima, kao i standardima. Označavaju sve vrste zavara, kao i vrste spojeva i njihove karakteristike.
Brojni metali imaju svoje karakteristike zavarivanja, različite uslove rada, zahtjeve za pričvršćivanje. Za njih se koriste odgovarajuće vrste električno zavarenih spojeva. Prilikom zavarivanja metalnih elemenata koriste se glavne vrste pričvršćivača za električno zavarivanje, o kojima se govori u nastavku.
Klasifikacija
Zavarivački spojevi su podijeljeni u nekoliko varijanti, ovisno o njihovim karakteristikama. Klasifikacija zavarenih spojeva pokriva čitav spektar njihove upotrebe. Prema vanjskom parametru, oni su:
- konveksni tip (sa ojačanjem);
- konkavna (labav dizajn);
- ravni tip (normalan).
Prema vrsti izvođenja, nalaze se jednostrane, kao i dvostrane, prema broju prolaza elektrodom: jednoprolazni, dvoprolazni. Osim toga, postoje jednoslojne metode prodiranja i dvoslojne.
Dužina pričvršćivanja šavova je:
- jednostrano sa isprekidanim korakom;
- čvrsta jednostrana;
- točkasto (sa kontaktnim električnim zavarivanjem);
- dvostrani lanac;
- bilateralni red šahovnice.
Razdvajanje po prostornom rasporedu:
- horizontalno, niže;
- vertikalni, stropni;
- u čamcu;
- poluhorizontalno izvođenje;
- polustropni tip;
- polu-vertikalni.
Po vektoru sile:
- uzdužno (bok) - sila ima vektor paralelan penetraciji;
- poprečno - sila djeluje okomito;
- kombinovano - vrsta frontalnog, kao i bočnog;
- koso - udar se javlja pod uglom.

Prema namjeni i funkcijama, prodori za elektro zavarivanje su izdržljivi, kao i čvrsto zategnuti, zaptivni. Po širini se razlikuju u tip navoja, koji ne prelazi promjer šipke elektrode za električno zavarivanje i prošireni, koji se izvode oscilatornim pokretima tijekom zavarivanja u poprečnom smjeru.
Da bi se pojednostavilo razumijevanje klasifikacije i primjene određenih sorti, sastavljena je posebna tabela.

Sve vrste šavova imaju strogu oznaku u skladu sa GOST-om. Na crtežima se koriste posebne ikone koje sadrže potpune informacije o vrsti pričvršćivanja i načinu njegovog izvođenja. Za one koji razmišljaju ozbiljno se baviti poslovima zavarivanja na profesionalnom nivou, trebali biste dodatno proučiti crteže simbola zavarenih spojnih elemenata.
Vrste zavarenih spojeva
Ovisno o korištenom materijalu, debljini, kao i karakteristikama dizajna, koriste se različite vrste zavara. Za to je potrebno proći potrebnu teorijsku obuku. To će vam omogućiti bolje razumijevanje specifičnosti dijelova za zavarivanje i izbjegavanje nedostataka u radu. Zavarivači početnici često ne zavare dovoljno spojeve, što utiče na slabu mehaničku otpornost spojeva. Odabirom pravih načina rada i vrsta zavarivanja, možete dobiti zavare dovoljne čvrstoće, ali i kvalitete. Obuka zavarivača se sastoji ne samo od praktičnih vežbi, već i od teorijske obuke sa proučavanjem zahteva, normi i pravila, kao i uključivanje vrsta zavarivačkih spojeva i opreme koja se koristi. Poznavanje principa upotrebe određenih spojnica za elektro zavarivanje, tehnike njihove izrade, spojevi će biti vrlo čvrsti i izdržljivi.
Butt
Ova opcija spajanja je najčešće korištena među ostalim vrstama zavarenih šavova. Ovo čeono zavarivanje se koristi na krajnjim dijelovima, cijevima ili limenim konstrukcijama. Da biste ga dobili, troši se minimalno vrijeme, materijal i trud. Ovi zatvarači imaju neke karakteristike šavova. Na tankom limu zavarivanje se izvodi bez zakošenja rubova.
Proizvodi s velikom debljinom spojeva zahtijevaju preliminarnu pripremu spojeva, koja se sastoji u njihovom iskošenju kako bi se povećala dubina prodiranja zavarivanja. Ovo je neophodno kada je debljina metalnih proizvoda preko 8 mm i do 12 mm. Deblji dijelovi moraju biti spojeni dvostranim zavarivanjem s prethodnim zakošenim rubovima. Sučeono zavarivanje se najčešće izvodi na proizvodima u vodoravnoj ravnini.

T-oblika
Ove vrste električnih spojeva za zavarivanje izvode se kao obično slovo "T". Povezuju predmete iste ili različite debljine, od kojih zavisi širina vara. Osim toga, ovi tipovi se koriste jednostrano ili dvostrano, na šta utječu karakteristike veze. Prilikom rada s metalnim elementima različitih debljina, elektroda se drži u nagnutom položaju pod kutom od oko 60 stupnjeva. Proces zavarivanja može se uvelike pojednostaviti korištenjem čepova, kao i zavarivanja "čamcem". Ova metoda značajno smanjuje pojavu podrezivanja. T-šav se nanosi u jednom prolazu zavarivanja. Pored ručnog elektrolučnog zavarivanja, za ovu vrstu se široko koriste i automatski električni aparati za zavarivanje.

Lap
Ova metoda se koristi za zavarivanje lima debljine do 12 mm. Dijelovi koji se spajaju se preklapaju i zavaruju duž spojeva s obje strane. Ne dozvolite da vlaga uđe u unutrašnjost zavarene konstrukcije. Da bi se ojačala veza, vrši se potpuno zavarivanje oko perimetra.
Ovim zavarivanjem dolazi do formiranja spojnog spoja između čeone strane jednog proizvoda i površine drugog. Kod ove vrste zavarenih šavova i spojeva povećava se potrošnja materijala, što se mora uzeti u obzir unaprijed. Prije početka rada potrebno je poravnati strukture lima i voditi računa o njihovom dobrom stiskanju.

ugao
Ove veze uključuju pričvršćivanje elemenata napravljenih pod određenim kutom jedan prema drugom. Karakterizira ih upotreba preliminarnih kosina kako bi se osiguralo najbolje prodiranje šava. To će povećati dubinu zavarenog spoja, što će povećati pouzdanost konstrukcije. Za povećanje čvrstoće koristi se dvostrano zavarivanje metalnih proizvoda, dok praznine u spojenim rubovima nisu dopuštene. Ove vrste električnih zavarenih spojeva karakteriše povećana upotreba zapremine deponovanog metala.

Plafon
Zavarivanje stropnim šavom, čiji se šav nalazi iznad zavarivača, jedna je od najtežih vrsta električnog zavarivanja. Primjenjuje se povremenim zavarivanjem sa malom vrijednošću električne struje. Vertikalne i stropne veze su vrlo teške, pa ih ne mogu svi zavarivači izvesti dovoljno kvalitetno. Koriste se na mjestima gdje nije moguće promijeniti položaj zavarenih konstrukcija. To su cijevi, razne metalne konstrukcije, kao i stropne grede i kanali na gradilištima. Specifičnosti izvođenja stropnih šavova, video s kojim će se objasniti nijanse, mogu se savladati u stalnoj praksi.

Geometrija zavara
Proučavajući brojne vrste i metode dobivanja spojeva zavarivanjem, potrebno je upoznati se s geometrijom spojeva, što će pomoći fotografijama zavara.
Glavni parametri spoja šava uključuju njegovu širinu - e, debljinu zavarivanja - c, izbočenje - q, razmak - b, dubinu prodiranja - h, kao i debljinu materijala koji se zavari - S.
Za ugaone spojeve koriste se sljedeće oznake: konveksnost - q, debljina - a, krak - k i izračunata visina - p.
Različiti načini nanošenja zavarenih spojeva, njihovi brojni tipovi, kao i parametri pripremljenih ivica utiču na količinu upotrebe nanesenih i baznih metala. Njegova količina može se značajno razlikovati kada se bilo koja izračunata vrijednost promijeni.
Vrste zavarenih spojeva karakterizira faktor oblika, koji se izračunava omjerom širine i debljine spoja šava. Za kopče, ovaj parametar je u rasponu od 1,2-2 (granične vrijednosti - 0,8-4). Faktor ispupčenja izračunava se omjerom širine i izbočine, čija vrijednost treba biti od 0,8 do 4.
Zavarivanje metalnih materijala pod uglom jedan u odnosu na drugi zahtijeva precizno pridržavanje geometrije šava. Pouzdanost veze, kao i njegova trajnost upotrebe, direktno ovise o kvaliteti zavarivanja, usklađenosti sa potrebnim parametrima.

Vrste kontrole
Od visokokvalitetnih performansi elektrofuzionog vezivanja zavide daljem radu konstrukcije. Različiti nedostaci značajno smanjuju snagu i skraćuju period upotrebe proizvoda. Za sprečavanje braka, kao i za sprečavanje vanrednih situacija, koriste se različite vrste kontrole zavara. To uključuje vanjsku inspekciju, koja može identificirati povrede i njihove vrste na vizualnom nivou, kao i korištenje posebne opreme za identifikaciju skrivenih nedostataka u zavarenim spojevima.
Metode kontrole se dijele na neuništive i neuništive. Kada se koristi prva metoda, čvrstoća zavarenog spoja se određuje bez promjene njegovog izgleda i parametara. Destruktivne metode se koriste u masovnoj proizvodnji konstrukcija koristeći istu vrstu električnog zavarivanja. To omogućava otkrivanje unutrašnjih povreda spojeva za zavarivanje s velikom preciznošću.
Preuzmite GOST
Zavarivanje je jedna od glavnih metoda pričvršćivanja dva elementa, a zavari su zone koje međusobno spajaju dva metalna dijela. Takve adhezije se dobijaju tokom taljenja i naknadnog hlađenja čelika.
Dobar zavarivač mora poznavati vrste zavara i biti sposoban primijeniti sve vrste šavova. . Bez ovih vještina nemoguće je proizvesti kvalitetan i izdržljiv dizajn.
Vrste zglobova
Zavari su podijeljeni u 5 varijanti:
- lap;
- paralelno;
- guza;
- kutak;
- t - figurativno.
Preklopi se često koriste za stvaranje cilindričnih rezervoara koji se planiraju za rad u horizontalnom ili vertikalnom položaju. Zavareni elementi se preklapaju, ali se ne preklapaju u potpunosti. Rezultat je struktura koja izgleda kao stepenica. Zavareni šavovi se nanose sa krajnjih strana dijelova .
Za povećanje čvrstoće konstrukcije koriste se metode paralelne primjene. Obje komponente su čvrsto pričvršćene jedna na drugu i pričvršćene zavarivanjem sa strane rebara. Ovom tehnikom moguće je ojačati konstrukcije čiji izgled će imati snažan mehanički učinak. Međutim, ova tehnologija je zabranjena za popravku pokretnih mehanizama.
Verzija zadnjice je najpopularnija. Dijelovi koji se zavaruju moraju biti u istoj ravni, jedan naspram drugog. Takav spoj se koristi za pričvršćivanje vodovodnih cijevi, dimnjaka, skladišta ili čeličnih stupova. Takođe, ovaj sistem se koristi u mašinstvu, u proizvodnji vazdušnog i vodnog transporta, u vojnim pogonima. Da, i stvaranje takvog "ljepljenja" zahtijeva minimum novca i vremena.
Ugaoni zavari su pogodni za spajanje više radnih komada koji moraju biti postavljeni pod pravim uglom. Radni komad se izrađuje na sljedeći način: dijelovi se postavljaju pod uglom od 90 ° (u obliku simbola "G"), a na spoju rubova nanosi se zavar . Ovo zavarivanje je uobičajeno kako u industriji tako iu privatnom sektoru. I uz njegovu pomoć možete napraviti jake nosače ili kotlove.
T-zavar ili T-zavar se razlikuje od bilo kojeg drugog, jer će gotovi dio izgledati kao slovo "T". Neiskusnoj osobi će biti teško to stvoriti, jer je važno uzeti u obzir ograničenja vezana za držanje elektrode u procesu (preporuča se pridržavati se kuta od 60 °). U tom slučaju, debljina listova koji se spajaju može varirati. Također, za završetak će biti potrebno više žice, a elementi zavareni metodom T-zavara mogu ispasti s defektima.
Tehnika rada
Kretanje šipke po čvrstoj liniji neće biti dovoljno za dobar zavar. , a da biste postali majstor svog zanata, morate razumjeti tehniku korištenja aparata. Glavne karakteristike tehnologije su stalna kontrola jaza između komponenti. Ako je udaljenost premala, tada se čelik neće dobro zagrijati, što će negativno utjecati na njegovu čvrstoću. Treba kontrolirati i brzinu stativa i osnovni postupak lemljenja. Glavna stvar je da se rastopljeni metal ravnomjerno raspoređuje po utoru.
Kako pravilno šivati :
- Pecite kružnim ili cik-cak pokretima. Putanja se mora održavati tokom cijelog lemljenja.
- Držite ručku pod pravim uglom. Što je nagib oštriji, dubina parenja je manja.
- Kontrolišite brzinu kretanja elektrode. Sve ovisi o naponu uređaja. Velika struja vam omogućava da držač pomerate većom brzinom, a šavovi će na kraju biti finiji.
- Pravilno odaberite slojeve lemljenja. Na sučeonim mjestima može se napraviti nekoliko redova, međutim, ovom tehnikom se češće izrađuje T-zavar.
Uzimanje u obzir ovih pravila pomoći će u postizanju željenog rezultata, a stručnjak će precizno izraditi bilo koju vrstu zavarenog šava.
Metode primjene
Metode primjene uključuju:
- Horizontalni tip. Prema pravilima, možete primijeniti šav i s desna na lijevo i u suprotnom smjeru. Ovdje je važno promatrati prihvatljiv ugao nagiba, jer će višak rastopljenog metala istjecati. Ako osoba ima malo vještina, tada se cijeli postupak može završiti u 2-3 prolaza.
- Vertikalni tip. Radna površina može se nalaziti u području stropa ili zida. Zavarivanje se može izvesti i na dva načina: odozgo prema dolje i odozdo prema gore. Međutim, bolje je odabrati prvu opciju, jer toplina iz luka doprinosi visokom zagrijavanju legure.
- Tip plafona. Cijeli proces se mora izvesti vrlo brzo, uz održavanje stabilnog tempa štapa. Također, da biste zadržali leguru u šavu, morat ćete napraviti rotacijske pokrete. Treba napomenuti da je trenutna sorta najkompleksnija, a rad treba započeti nakon stjecanja potrebnog iskustva.
Od prvog puta je teško razumjeti koje sorte postoje i proučiti sve tehnologije. Ali redovna praksa će svakog početnika učiniti pravim profesionalcem.
Šav za zavarivanje - linija rastaljenog metala na rubovima dviju spojnih konstrukcija, koja nastaje uslijed udara električnog luka na čelik. Vrsta i konfiguracija zavara odabiru se pojedinačno za svaki slučaj, njegov izbor ovisi o faktorima kao što su snaga opreme koja se koristi, debljina i kemijski sastav legura koje se zavaruju. Takav šav se javlja i pri zavarivanju polipropilenskih cijevi lemilom.
Ovaj članak govori o vrstama zavara i tehnologiji za njihovu primjenu. Proučit ćemo vertikalne, horizontalne i gornje spojeve, te naučiti kako se čiste i provjeravaju na nedostatke.
1 Klasifikacija zavarenih spojeva
Klasifikacija šavova u sorte vrši se prema mnogim faktorima, od kojih je glavni tip veze. Prema ovom parametru, šavovi se dijele na:
- stražnji šav;
- preklopni šav;
- tee šav.
Razmotrimo svaku od predstavljenih opcija detaljnije.
1.1 Čeoni zglob
Ovaj način spajanja koristi se kod zavarivanja krajnjih dijelova cijevi, kvadratnih profila i lima. Spojni dijelovi se postavljaju tako da između njihovih rubova ostane razmak od 1,5-2 mm (poželjno je dijelove pričvrstiti stezaljkama). Pri radu sa limom čija debljina ne prelazi 4 mm, šav se polaže samo s jedne strane, u listovima od 4-12 mm može biti dvostruki ili pojedinačni, debljine 12 mm ili više - samo duplo.

Ako je debljina stijenke dijelova 4-12 mm, potrebno je mehanički očistiti rubove i zapečatiti rubove na jedan od sljedećih metoda. Spajanje posebno debelog metala (od 12 mm) preporuča se izvesti pomoću uklanjanja u obliku slova X, druge opcije su ovdje neisplative zbog potrebe za velikom količinom metala za popunjavanje rezultirajućeg šava, što povećava potrošnju elektroda.

Međutim, u nekim slučajevima, zavarivač može odlučiti zavariti debeli metal jednim šavom, što zahtijeva njegovo punjenje u nekoliko prolaza. Šavovi ove konfiguracije nazivaju se višeslojni, tehnologija zavarivanja višeslojnih šavova prikazana je na slici.
1.2
Preklop se koristi isključivo kod zavarivanja lima debljine 4-8 mm, dok je ploča obostrano zavarena, čime se eliminiše mogućnost prodora vlage između limova i njihove naknadne korozije.

Tehnologija izrade takvog šava je izuzetno zahtjevna za održavanje pravilnog kuta nagiba elektrode, koji bi trebao varirati u rasponu od 15-40 stupnjeva. U slučaju odstupanja od norme, šav za punjenje će pomaknuti metal sa linije spoja, što će značajno smanjiti čvrstoću spoja.
1.3 Tee šav
T-priključak je izveden u obliku slova "T", može se izvesti i sa dvije i s jedne strane. Broj šavova i potreba za rezanjem krajnjeg dijela dijela ovisi o njegovoj debljini:
- do 4 mm - jednostrani šav bez reznih krajeva;
- 4-8 mm - duplo, bez rezanja;
- 4-12 mm - jednostruki sa jednostranim rezanjem;
- više od 12 mm - dvostrano, dvostruko sečenje.

Jedna vrsta T spoja je kutni zavar koji se koristi za spajanje dva lima metala koji su okomiti ili nagnuti jedan prema drugom.
2 Vrste šavova prema prostornom položaju
Osim klasifikacije prema vrsti veze, šavovi se dijele na varijante ovisno o položaju u prostoru, prema kojem su:
- vertikalno;
- horizontalno;
- plafon.

Problem sa vertikalnim zavarenim spojevima je taj što rastopljeni metal klizi prema dolje zbog gravitacije. Ovdje je potrebno koristiti kratak luk - da se kraj elektrode drži što bliže metalu. Zavarivanje vertikalnih šavova zahtijeva izvođenje pripremnih radova - skidanje i rezanje, koji se biraju na osnovu vrste spoja i debljine metala. Nakon pripreme, dijelovi se fiksiraju u željeni položaj i vrši se grubo spajanje poprečnim „čapovima“, koji sprečavaju pomicanje obradaka.

Zavarivanje vertikalnog šava može se izvesti i odozgo prema dolje i odozdo prema gore, u smislu jednostavnosti upotrebe, posljednja opcija je poželjnija. Elektroda se mora držati okomito na dijelove koji se spajaju, dopušteno je nasloniti je na rubove zavarenog kratera. Kretanje elektrode odabire se na osnovu potrebne debljine šava, a najtrajniji spoj postiže se poprečnim pomakom elektrode s jedne na drugu stranu i oscilacijom u obliku petlje.

Na vertikalnim ravninama, horizontalni šavovi se prikazuju s lijeva na desno ili s desna na lijevo. Zavarivanje horizontalnih šavova je komplicirano spuštanjem bazena, što zahtijeva održavanje značajnog kuta nagiba elektrode - od 80 do 90 0. Kako bi se spriječio dotok metala u takve položaje, potrebno je pomicati elektrodu bez poprečnih oscilacija, metodom uskih valjaka.
Brzina kretanja elektrode odabire se tako da središte luka prolazi duž gornje granice šava, a donja kontura rastopljenog bazena ne doseže gornji kraj prethodne perle. Ovdje se posebna pažnja mora posvetiti gornjoj ivici koja je najsklonija nastanku raznih nedostataka. Prije zavarivanja posljednje perle, neophodno je očistiti formirani šav od šljake i čađi.
Najteže je izvesti stropne šavove. Budući da se rastopljeni bazen u takvom prostornom položaju drži isključivo površinskom napetosti metala, sam šav mora biti što je moguće uži. Standardna širina valjka nije veća od dvostruke širine upotrebljenih elektroda, dok se u radu moraju koristiti elektrode prečnika do 4 mm.
Prilikom polaganja šava, elektroda se mora držati pod uglom od 90 do 130 0 u odnosu na ravnine koje se spajaju. Valjak se formira oscilatornim pomeranjima elektrode od ivice do ivice, dok u krajnjem bočnom položaju elektroda kasni, što omogućava izbegavanje podrezivanja. Imajte na umu da se zavarivačima bez iskustva ne preporučuje hvatanje stropnih šavova.
2.1 Tehnologija zavarivanja stropnih šavova (video)
2.2 Čišćenje i pregled nedostataka
Nakon formiranja šava, na površini spojenih dijelova ostaju šljaka, kapljice rastaljenog čelika i kamenac, dok sam šav može imati konveksan oblik i stršiti iznad metalne ravnine. Otklanjanje ovih nedostataka omogućava skidanje, koje se izvodi u fazama.
U početku se kamenac i šljaka moraju ukloniti čekićem i dlijetom, a zatim se uz pomoć brusilice opremljene abrazivnim diskom ili brusilice poravnavaju povezane ravnine. Veličina zrna abrazivnog točka se bira na osnovu željene glatkoće površine.

Defekti zavara, koji se često nalaze kod neiskusnih stručnjaka, obično su rezultat neravnomjernog kretanja elektroda ili pogrešno odabrane jačine i veličine struje. Neki nedostaci su kritični, neki se mogu ispraviti - u svakom slučaju, kontrola šava za njihovo prisustvo je obavezna.
Razmotrite koji su nedostaci i kako se provjeravaju:

Mogu se formirati i defekti u vidu pukotina, koje se pojavljuju u fazi hlađenja metala. Pukotine dolaze u dvije konfiguracije - usmjerene preko ili duž šava. Ovisno o vremenu nastanka, pukotine se dijele na tople i hladne, a potonje se pojavljuju nakon stvrdnjavanja spoja zbog prevelikih opterećenja koja određena vrsta spoja ne može izdržati.
Hladne pukotine su kritičan defekt koji može dovesti do potpunog otkaza zgloba. U slučaju njihovog formiranja potrebno je ponovo zavariti oštećena mjesta, a ako ih ima previše, šav se mora odrezati i prepraviti.
Zavareni spojevi i šavovi klasificirani su prema sljedećim glavnim karakteristikama:
- vrsta veze;
- položaj u kojem se vrši zavarivanje;
- konfiguracija i dužina;
- vrsta zavarivanja koja se koristi;
- način držanja rastaljenog metala šava;
- broj slojeva preklapanja;
- materijal koji se koristi za zavarivanje;
- položaj dijelova koji se zavaruju u odnosu jedan prema drugom;
- sila koja djeluje na šav;
- zapremina deponovanog metala;
- oblik zavarene konstrukcije;
- oblik pripremljenih ivica za zavarivanje
Po vrsti spoja, zavari su čeoni i kutni. Prema položaju u prostoru, šavovi zavarenih spojeva dijele se na donje, vertikalne, horizontalne i stropne. Izlaz šava sa stropa u okomiti položaj pri zavarivanju cilindričnih proizvoda naziva se polustropni položaj.
Prema konfiguraciji, šavovi zavarenih spojeva su pravolinijski, prstenasti, vertikalni i horizontalni. Po dužini, šavovi se dijele na kontinuirane i povremene. Čvrsti šavovi se, pak, dijele na kratke, srednje i duge.
Prema vrsti zavarivanja, šavovi zavarenih spojeva se dijele na:
- šavovi za elektrolučno zavarivanje
- šavovi automatskog i poluautomatskog zavarivanja pod vodom
- šavovi za elektrolučno zavarivanje zaštićeni gasom
- šavovi za zavarivanje elektrošljakom
- električni šavovi zakovice
- otporno zavarivanje šavova
- lemni spojevi
Prema načinu držanja rastaljenog metala, šavovi zavarenih spojeva dijele se na šavove izrađene bez obloga i jastuka; na uklonjivim i preostalim čeličnim oblogama: na bakru, fluks-bakar. keramičke i azbestne obloge, kao i jastučići od fluksa i plina. U zavisnosti od toga na kojoj strani se šavovi nanose razlikuju se jednostrani i dvostrani šavovi.
Prema materijalu koji se koristi za zavarivanje, šavovi zavarenih spojeva dijele se na šavove spojeva ugljičnih i legiranih čelika; Spojni šavovi od obojenih metala; bimetalni spojevi; šavovi za spajanje vinil plastike i polietilena.
Prema položaju dijelova koji se zavaruju jedan u odnosu na drugi, šavovi zavarenih spojeva mogu biti pod oštrim ili tupim kutom, pod pravim kutom, a također se nalaze u istoj ravnini.
Prema zapremini nanesenog metala razlikuju se normalni, oslabljeni i ojačani šavovi.
Prema obliku zavarene konstrukcije, šavovi zavarenih spojeva se izrađuju na ravnim i sfernim konstrukcijama, a prema položaju na proizvodu šavovi su uzdužni i poprečni.
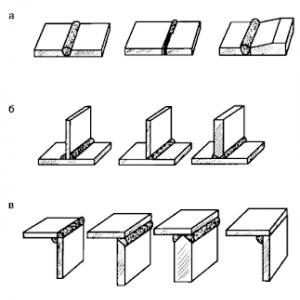
Zavarenim se nazivaju jednodelni spojevi napravljeni zavarivanjem. Mogu biti čeoni, ugaoni, preklopni, T i krajnji (Sl. 1).
Kundak je spoj dva dijela čiji su krajevi smješteni u istoj ravni ili na istoj površini. Debljine površina koje se zavaruju mogu biti iste ili različite jedna od druge. U praksi se čeoni spoj najčešće koristi kod zavarivanja cjevovoda i raznih rezervoara.
Ugao - zavareni spoj dva elementa koji se nalaze pod kutom jedan prema drugom i zavareni na spoju njihovih rubova. Takvi zavareni spojevi se široko koriste u građevinskoj praksi.
Preklopno zavareni spoj omogućava nametanje jednog elementa na drugi u istoj ravnini uz djelomično preklapanje. Takve veze se najčešće nalaze u građevinsko-instalaterskim radovima, prilikom izgradnje farmi, rezervoara itd.
T-spoj je spoj u kojem je kraj drugog spoja pričvršćen za ravan jednog elementa pod određenim uglom.
Zavarivanje šavova
Presjek zavarenog spoja nastao kao rezultat kristalizacije rastopljenog metala naziva se zavar. Za razliku od spojeva, zavari su čeoni i ugaoni (slika 2).
Sučeljak je zavareni šav čeonog spoja. Ugao - ovo je zavareni šav ugaonih, preklopnih i T spojeva.
Zavari se razlikuju po broju slojeva preklapanja, njihovoj prostornoj orijentaciji, dužini itd. Dakle, ako šav u potpunosti pokriva vezu, onda se naziva kontinuiranim. Ako se šav pukne unutar jednog spoja, to se naziva povremenim. Varijanta isprekidanog zavara je zavareni zavar koji se koristi za pričvršćivanje elemenata jedan u odnosu na drugi prije zavarivanja. Ako su zavareni spojevi postavljeni jedan na drugi, tada se takvi šavovi nazivaju višeslojni.
Prema obliku vanjske površine, zavari mogu biti ravni, konkavni ili konveksni. Oblik zavara utječe na njegova fizička i mehanička svojstva i potrošnju metala elektrode koji je povezan s njegovim formiranjem. Najekonomičniji su ravni i konkavni zavari, koji, osim toga, bolje rade pod dinamičkim opterećenjima, jer nema oštrog prijelaza s osnovnog metala na zavar. Prekomjeran priliv konveksnih zavarenih spojeva dovodi do prekomjerne upotrebe metala elektrode, a oštar prijelaz s osnovnog metala na zavar pri koncentriranim naponima može uzrokovati uništenje spoja. Stoga se pri izradi kritičnih konstrukcija izbočine na šavovima uklanjaju mehanički (glodala, abrazivni kotači itd.).
Zavari se razlikuju po položaju u prostoru. To su donji, horizontalni, vertikalni i stropni šavovi.
Elementi geometrijskog oblika pripreme rubova za zavarivanje
Elementi geometrijskog oblika pripreme ivica za zavarivanje (sl. 3, a) su: ugao reznih ivica α; razmak između spojenih ivica a; otupljivanje ivica S; dužina kosine lima L u prisustvu razlike u debljini metala; pomaci ivica jedan u odnosu na drugu δ.
Ugao reznih rubova izvodi se s debljinom metala većom od 3 mm, jer njegovo odsustvo (urezivanje) može dovesti do nedostatka fuzije preko poprečnog presjeka zavarenog spoja, kao i do pregrijavanja i izgaranja metala; u nedostatku reznih rubova za osiguranje prodora, električni zavarivač uvijek pokušava povećati količinu struje zavarivanja.
Priprema ivica omogućava zavarivanje u odvojenim slojevima malog presjeka, čime se poboljšava struktura zavarenog spoja i smanjuje pojava naprezanja i deformacija zavarivanja.
Razmak, pravilno postavljen prije zavarivanja, omogućava da se osigura potpuni prodor preko poprečnog presjeka spoja prilikom nanošenja prvog (korijenskog) sloja vara, ako je odabran odgovarajući način zavarivanja.
Dužina kosine lima regulira glatki prijelaz od debelog zavarenog dijela u tanji, a eliminiraju se koncentratori naprezanja u zavarenim konstrukcijama.
Zatupljivanje rubova vrši se kako bi se osiguralo stabilno odvijanje procesa zavarivanja pri izvođenju korijenskog sloja vara. Nedostatak zatupljenja doprinosi stvaranju opekotina tokom zavarivanja.
Pomicanje rubova pogoršava svojstva čvrstoće zavarenog spoja i doprinosi stvaranju nedostatka prodora i koncentracija naprezanja. GOST 5264-69 dozvoljava pomicanje zavarenih ivica jedna u odnosu na drugu do 10% debljine metala, ali ne više od 3 mm.
Geometrija i klasifikacija zavarenih spojeva
Elementi geometrijskog oblika vara su: za čeone spojeve - širina šava "b", visina šava "h", za T, ugaone i preklopne spojeve - širina šava "b", visina šava "h" i kraka šava "K" (slika 3b).
Zavareni šavovi se klasifikuju prema broju deponovanih zrna - jednoslojni i višeslojni (sl. 4, a); po lokaciji u prostoru - donji, horizontalni, vertikalni i plafonski (sl. 4, b); u odnosu na sile koje djeluju na šavove - bočno, frontalno (krajnje) (sl. 4, c); u pravcu - pravolinijski, kružni, vertikalni i horizontalni (slika 4, d).
Svojstva zavarivanja
Na pokazatelje kvaliteta zavarenih spojeva utječu mnogi faktori, među kojima su zavarljivost metala, njihova osjetljivost na toplinske efekte, oksidabilnost itd. Stoga ove kriterije treba uzeti u obzir kako bi se zavareni spojevi zadovoljili s određenim radnim uvjetima.
Zavarljivost metala određuje sposobnost pojedinih metala ili njihovih legura da uz odgovarajuću tehnološku obradu formiraju spojeve koji zadovoljavaju navedene parametre. Na ovaj pokazatelj utiču fizička i hemijska svojstva metala, struktura njihove kristalne rešetke, prisustvo nečistoća, stepen dopinga itd. Zavarljivost može biti fizička i tehnološka.
Fizička zavarljivost se podrazumijeva kao svojstvo materijala ili njegovih sastava da stvaraju monolitni spoj sa stabilnom kemijskom vezom. Gotovo svi čisti metali, njihove tehničke legure i brojne kombinacije metala sa nemetalima imaju fizičku zavarljivost.
Tehnološka zavarljivost materijala uključuje njegovu reakciju na proces zavarivanja i sposobnost stvaranja spoja koji zadovoljava navedene parametre.