Zhotovenie vlastného odporového zvárania s výkresmi. Ako vyrobiť bodový zvárací stroj vlastnými rukami Ako vyrobiť bodový zvárací stroj
Automobiloví nadšenci často potrebujú zvárať kovové časti dohromady, ale nie každý má objemné a drahé zváracie stroje. Východiskom z tejto situácie je bodový kontakt. Bodové zváracie zariadenie stojí od 200 dolárov, ale výroba zariadenia z častí rozbitých domácich spotrebičov bude vyžadovať minimálne náklady. Nie je možné dosiahnuť hermetický šev pomocou bodového zvárania, ale pevnosť spojenia je vysoká.
Bodové zváranie patrí do kategórie takzvaného kontaktného zvárania
Typy zvárania
Zváranie je proces, pri ktorom sa diely spájajú tavením pomocou lokálneho ohrevu. Toto je najodolnejší typ fúzie materiálov, pretože k spojeniu dochádza na medziatómovej úrovni. Zvárať možno takmer akýkoľvek materiál, ale v automobilovom priemysle sa tento postup používa na získanie pevného mechanického spojenia kovov alebo zliatin. Na roztavenie kovu je potrebná vysoká teplota: pre oceľ nad 1300 ° C, pre meď - 1000 ° C, pre hliník - 660 ° C. Zdroje energie na dosiahnutie takýchto teplôt môžu byť rôzne:
- elektrický oblúk;
- plynový plameň;
- ultrazvuk;
- elektrónový lúč;
- laser.
Bodové zváranie využíva na roztavenie a spájanie materiálov elektrický oblúk. V závislosti od typu použitej energie sa rozlišujú tri typy zvárania:
- mechanické, ktoré využíva tepelnú energiu trenia dielu;
- tepelné, keď sa materiály topia pri vysokej teplote dosiahnutej spaľovaním plynu alebo vysokého prúdu;
- termomechanické: kombinácia vysokých teplôt a tlaku na diely vedie k roztaveniu a roztaveniu materiálu.
 Zváranie nechtov strojom
Zváranie nechtov strojom Typ spojenia je určený aj typom zliatiny.
Vlastnosti bodového zvárania
Bodové zváranie svojpomocne má oproti iným typom niekoľko výhod:
- efektívnosť;
- jednoduchosť implementácie;
- pevnosť výsledných spojení.
Kvalita zvarového spoja závisí od viacerých komponentov, predovšetkým od materiálu, z ktorého sú elektródy vyrobené. Na tieto účely sa odporúča použiť medené tyče - sú odolné a majú vysokú elektrickú a tepelnú vodivosť. Dôležitým parametrom je prierez elektródy. Mal by mať dvakrát až trikrát menší priemer ako bod zvaru.
Spotter si môžete vyrobiť sami - schéma bodového zvárania je pomerne jednoduchá. Na vykonávanie odporového zvárania budete potrebovať transformátor s výkonom viac ako 1 kW. Často sa na tieto účely používa prvok z neúspešnej mikrovlnnej rúry. Veľkosť transformátora by mala umožňovať vykonanie 2–3 závitov vinutia hrubým káblom a dĺžka kábla by mala byť 1,5 m.
Sekundárne vinutie transformátora sa vymení, pričom primárne vinutie zostane nedotknuté. Nové sekundárne vinutie je vyrobené z izolovaného hliníkového drôtu s priemerom 1–2 mm, ku ktorému sú pripevnené oká. Výkonný drôt poskytne prúd 1000 A.
 Vyrobte si zariadenie sami
Vyrobte si zariadenie sami Po pripravenosti transformátora sa primárne vinutie pripojí k zdroju energie a určí sa napätie na sekundárnom vinutí (získa sa 2–2,8 V).
Transformátor, kábel so spínačom sú postupne namontované na kryt, ktorého časti môžu byť vyrobené z dreva alebo drevotriesky a je vykonané uzemnenie.
Po dokončení inštalácie krytu sa nainštalujú zváracie kliešte. Elektródy je lepšie vyrobiť z medeného drôtu a upevniť ich do duralových držiakov na drevených blokoch. Leštený „hrot“ starej nepotrebnej spájkovačky je vhodný pre úlohu elektród.
Kábel je pripojený k elektródam pomocou štyroch svoriek. Horné dva sú ohnuté k sebe - do nich sú vložené elektródy a k spodným dvom sú pripojené konce kábla sekundárneho vinutia.
Spodná elektróda je často fixovaná v stacionárnom stave, zatiaľ čo horná sa pohybuje. zváranie je pripojené k sieti cez 20 A automatický spínač.
Tlmivka na zváranie slúži na reguláciu sily prúdu - bez nej bude maximálna. Pripojte tlmivku k sekundárnemu vinutiu, pridá odpor a zníži prúd.
Odporový zvárací stroj môže byť vybavený ventilátorom, ktorý funguje ako chladiaci systém.
 Príklad použitia zariadenia profesionálom
Príklad použitia zariadenia profesionálom Domáce bodové zváranie funguje na 220 V sieti.
Poradenstvo. Existuje niekoľko transformátorov na zvýšenie, ale to znamená pokles napätia v sieti. Preto sa odporové zváranie "urob si sám" vykonáva pomocou domácich zariadení, ktorých výkon je obmedzený - poskytuje prúd 1 000 - 2 000 A.
Kvalita zváracích prác „urob si sám“ závisí od niekoľkých podmienok:
- tlak na kov - upínacia sila musí byť dostatočná;
- priemer elektródy;
- prúd pretekajúci elektródou;
- Čas lisovania by mal byť dlhší ako čas zvárania (elektródy by mali byť stlačené o niečo dlhšie, ako preteká prúd).
Niektoré typy a vlastnosti odporového zvárania
V závislosti od veľkosti a tvaru vyhrievanej plochy je odporové zváranie troch typov.
- Bodové zváranie - materiál je „zošitý“ jednotlivými vysokoteplotnými „injekciami“, šev nie je vzduchotesný.
- Šitie - roztavené okraje častí sú navzájom spojené, aby sa získal utesnený šev. Príkladom tohto typu spájania dielov je spájkovanie kovovej nádrže na kvapalinu. Švíkový spoj v podstate pozostáva z mnohých prekrývajúcich sa bodov.
- Tupý spoj - oblasť spoja je široká, jedna časť sa „nasadí“ na druhú, na spojoch sa vytvorí úplné splynutie dielov do homogénneho prvku. Tento typ spojenia sa najčastejšie používa na zváranie rúr.
 Prevádzka zariadenia na karosérii auta
Prevádzka zariadenia na karosérii auta Bodové zváranie vlastnými rukami nevyžaduje zložité zariadenia, nepotrebujete špeciálny stôl na zváranie, ale dodržiavanie bezpečnostných opatrení pri vykonávaní zváracích postupov je povinné.
Postup bodového zvárania
Pred zváraním sa diely očistia, zbavia sa prachu, koróznych prvkov, zvyškov farby alebo oleja - tieto zásahy zhoršujú kvalitu spojenia. Hrúbka ocele v zváraných častiach nie je väčšia ako 3 mm.
Pripravené kovové časti sú upnuté elektródami.
Na elektródy sa privádza prúd, bodový kontakt má vplyv na kov - ohrieva ho na teplotu topenia v mieste kontaktu s elektródami.
Nevyžaduje úpravu aktuálnej hodnoty počas procesu, postačuje vizuálna kontrola. Zameriavajú sa na čas ohrevu, ktorý je 0,5–3 sekundy (nie viac ako päť): rýchlosť prúdu prechádzajúceho časťou s hrúbkou 1 mm počas prevádzky zariadenia je 0,1–1 sekunda a hrúbka zváraných častí nepresahuje 3 mm. Na želanie môže byť bodový zvárací stroj vybavený časovým relé.
 Ukážka práce profesionálneho zvárača
Ukážka práce profesionálneho zvárača Aktuálny výkon postačujúci na zváranie dielov s hrúbkou 1 mm je 3–5 kW. Sila prúdu (na medených elektródach) by mala byť od 50 A na 1 povrchu. Pri nižších hodnotách nedochádza k správnemu ohrevu, kov sa netaví a fúzia sa stáva nemožným.
Potom sa prúd vypne a stlačenie častí elektródami sa zvýši.
V mieste, kde sa aplikuje prúd a časti sa pod tlakom elektród spoja, sa vytvorí kontakt a väzby atómov - zvarový spoj je hotový.
Postupom času sa elektródy roztavia, takže kontaktný kužeľ musí byť pravidelne brúsený, aby bol hrot ostrý.
POZRITE SI VIDEONÁVOD
Odporové bodové zváranie vytvára pevné spojenie medzi kovovými časťami. V autodielni musíte použiť zváraný spoj viac ako raz, takže remeselníci odporúčajú kúpiť alebo vyrobiť zvárací stroj sami zo šrotu. Je tiež užitočný pri opravách domácich spotrebičov, výrobe kovových predmetov a pripájaní elektrických káblov.
Bodové zváranie nájdeme nielen vo výrobe, ale aj v každodennom živote. Výhodou výberu tohto typu zvárania je jeho spoľahlivosť. Tento spôsob upevnenia uľahčuje spájanie rôznych uhlíkových ocelí a neželezných kovov. Zároveň môžete postaviť takmer akúkoľvek konfiguráciu a kombináciu s kovmi.
Umožňuje vám vytvoriť produkt, ktorý vyhovuje akejkoľvek fantázii a potrebám.

Rozsah aplikácií
Najčastejšie sa bodové zváranie široko používa pri opravách káblov a domácich spotrebičov. umožňuje opraviť batérie a iné mobilné prenosné zariadenia.
Technológia zvárania
Technológia zvárania batérií je pomerne jednoduchá, príklad je možné vidieť vo videu nižšie.
Celý proces zvárania pozostáva zo zahriatia pracovného povrchu kovu do plastického stavu. V tomto stave sa výrobky ľahko deformujú a spájajú.
Na zabezpečenie kvality je potrebný nepretržitý proces tavenia. Kontinuita a určitá rýchlosť pracovného tempa, prítlačná sila sú pri práci kľúčové. V budúcnosti tieto parametre charakterizujú kvalitu produktov.
Princíp činnosti tohto zvárania je založený na premene elektrickej energie na tepelnú energiu. Pri vystavení teplu sa kovový povrch roztaví.

Kontakt elektródy by mal byť umiestnený na križovatke 2 pracovných plôch častí potrebných na upevnenie.
Tuhnutie roztavenej hmoty nastáva v okamihu, keď je prúd vypnutý. Tým sa eliminuje efekt rozširovania povrchu švíkov. Preto sa tento typ zvárania nazýva bodové zváranie.

Kliešte
Upevnenie dielov sa vykonáva zaistením povrchu pomocou špeciálnych klieští. Ktoré sú rozdelené na závesné a manuálne.
- Závesné. Sú široko používané v továrňach a priemyselných podnikoch a môžu byť opätovne použité.
- Manuálny. Hlavnou funkciou je prenos elektrického prúdu do elektród.

Niekoľko výhod
- Vysoká rýchlosť;
- Najvyšší stupeň elektrickej bezpečnosti;
- Zabezpečenie vysokokvalitného pripojenia;
- Zváracie zariadenie môžete vyrobiť ručne.
Technický proces
Celý systém je postavený na elementárnom prenose tepla za účelom roztavenia kovu v upevňovacích bodoch. Kvalitu zvárania môže ovplyvniť zlé čistenie povrchu a viditeľné oxidy.

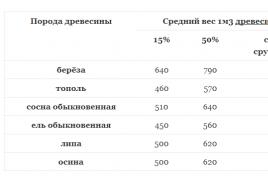
Pomocou zákona tepelnej vodivosti by sa tento parameter mal brať do úvahy pre väčšinu bežných kovov. Parametre tepelnej vodivosti niektorých z nich sú uvedené v tabuľke nižšie.

|
Názov kovu |
Teplota topenia, Сᵒ |
|
Železo (nízkouhlíková oceľ) |
|
|
hliník |
|
Elektródy musia tiež spĺňať určité parametre:
- Tepelná vodivosť;
- Elektrická vodivosť;
- Mechanická pevnosť;
- Rýchlosť spracovania.
Elektródy majú krátku životnosť a vyžadujú starostlivé zaobchádzanie. Ak ste neustále vystavení teplotným podmienkam, je potrebné prerušiť. Táto funkcia umožňuje elektródy a povrch zvárať, aby sa ochladili. Tým sa predlžuje životnosť elektród.
Priemer elektród ovplyvňuje prúdové charakteristiky a tým aj kvalitu švu. Priemer prierezu elektródy sa volí na základe hrúbky pracovnej plochy. Elektróda by mala byť približne dvakrát tak hrubá ako fixované výrobky.

kontaktné zváranie
Odporové zváranie a umožňuje vykonávať prácu v bežných domácich podmienkach. Táto metóda sa však častejšie používa v priemysle.
Výrobcovia zabezpečili, aby sa doma nenachádzali objemné bodové zváracie stroje. Kompaktné mobilné zariadenia sú už dlho vynájdené. Ich účelom je oprava domácich spotrebičov.
Toto zariadenie sa nazýva spotter. Zariadenie je vybavené dvoma svorkami určenými na pripevnenie jednej z nich k pracovnej ploche výrobku. Druhý výstup je pripojený k elektróde.
Táto konfigurácia nie je potrebná. Zdroj energie musí byť umiestnený v dostatočnej vzdialenosti od pracoviska.

Nerobte si starosti s malým zariadením, na svoju veľkosť je celkom funkčné.
Najjednoduchšie zariadenia používajú jednofázový prúd. Nemali by ste však dúfať, že zaistíte časť viac ako jeden milimeter. Zložitejšie časti sú zabezpečené pomocou prídavného transformátora.

cena
Náklady na spotterov sú pomerne nízke. V najdrahšej kategórii sú invertorové.
Zariadenia pre domácnosť spravidla nevyžadujú veľké množstvo energie. Preto si vystačíte s domácim zariadením.
Bodové zváranie sa vyznačuje kvalitou švu. Vo väčšine prípadov je na jeho zničenie potrebné silné mechanické namáhanie. Najčastejšie sa na to používajú vŕtačky.

Schéma zariadenia
Ak existuje takáto potreba, existuje túžba vyrobiť si zariadenie sami, potom je celkom možné ho zostaviť doma.
Veľkosť bodového zváracieho stroja závisí predovšetkým od potrieb. Najvýhodnejšie sú zariadenia so strednými rozmermi.

Kreslenie. Schéma bodového zváracieho stroja.
Činnosť zariadenia je založená na princípe Lenz-Joule. Požiadavka fyzikálneho zákona hovorí, že vodič musí produkovať teplo v množstve, ktoré sa rovná odporu vodiča, ako aj druhej mocnine prúdu a uplynutého času.
Takéto obvodové riešenie vyžaduje inštaláciu usmerňovacieho mostíka. Kondenzátor sa nabíja cez tyristorový mostík. Prvý tyristor funguje ako katóda.
Blok kondenzátora je druh ochrany a slúži ako uvoľňovač prúdu. Vytvára sa princíp hojdania, neustále nabíjanie a vybíjanie kondenzátorov. Tento princíp umožňuje vytvoriť efekt bodového spájkovania. Šev sa ochladzuje rovnomerne a rýchlo, čím zabraňuje rozširovaniu kovu.
Pre zvýšenie výkonu je do obvodu pridaný aj ďalší tyristor s vypínacím relé.
Domáce zariadenie
Dôležitou súčasťou zváracieho stroja je transformátor. Minimálna hodnota výkonu by mala byť 750 W.
Video o vytvorení vlastného zariadenia.
Zariadenie môžete vytvoriť pomocou meniča. Než začnete svoj cieľ, musíte mať určité zručnosti v oblasti elektrotechniky.
Za jednoduchšiu schému sa považuje použitie transformátora namiesto meniča. Takéto zariadenia však nie sú dostatočne výkonné na prácu s kovmi dostatočnej hrúbky viac ako 1 mm.
Kroky na vytvorenie zariadenia
- Odstráňte transformátor z nežiaducej mikrovlnnej rúry;
- Zbavte sa sekundárneho vinutia, upevňovacích prvkov, bočníkov;
- Urobte sekundárne vinutie s hrubším drôtom ako v primárnom;
- Skontrolujte zmontované zariadenie na únik prúdu;
- Odstráňte netesnosti izoláciou pomocou pásky;
- Skontrolujte silu prúdu. Hodnota by nemala byť väčšia ako 2 kA.
Medený drôt značnej hrúbky je najvhodnejší ako hroty alebo elektródy. Hroty sú nabrúsené a zaistené.
Ahoj. Takmer pred dvoma rokmi som začal s projektom. Obvod je dosť primitívny, výkon je nízky a prakticky som ho nepoužíval. Poviem vám, ako som toto zariadenie vylepšil. Materiál je dosť veľký a dielov bude niekoľko. Prvá časť popisuje obvod a funkcie zariadenia. Dáme si kávu a ideme
Našiel som 1000W mikrovlnný transformátor, stál len 300 rubľov. Rozrezal som polovice a odstránil z neho vysokonapäťové vinutie. Ako nové vinutie som zobral demagnetizačné vinutie zo sovietskeho televízora. Toto vinutie obsahuje 175 drôtov s priemerom laku 0,5 mm a celkový medený prierez je štvorcový 30,36 mm.
Zdalo sa mi, že tento prierez nestačí a rozhodol som sa pridať ďalšie vinutie, ale menšie, 60 drôtov s priemerom medi 0,4 mm. Celkový prierez štvorcový 6,8 mm. Tieto vinutia sú trojvrstvové izolované a perfektne padnú
Tieto vinutia sa usadili, ako keby boli pôvodné, ale mohli byť pridané ďalšie drôty. 
Rozobral som starý napájací zdroj a odstránil z neho transformátor a niektoré detaily, o ktorých budem diskutovať neskôr. Transformátor podľa označenia sa tiež ukázal ako 1 kW, a nie, ako som povedal v prvom článku, 700 W 
Navinul som druhý transformátor. Vyzerá veľmi mohutne a túto silu treba zvárať, ale zatiaľ zlepím polovice k sebe epoxidovou živicou, aby som to skontroloval 
Po 7 hodinách schnutia som transformátory vyskúšal do puzdra a pasujú tam veľmi zreteľne. 
Prechádzam na najťažšiu prácu, a to čistenie 470 drôtov od laku. Na uľahčenie tohto procesu som nahrieval vinutia na plyne, kým lak nevypúšťal trochu dymu. Mimochodom, je lepšie to nerobiť bez kapucne 
A po zahriatí som prešiel na čistenie brúsnym papierom. Pozrite sa, koľko zvyškov zostáva po 1,5 hodine. 
Výkonová časť je takmer pripravená, zostáva už len zalisovať hroty a pripojiť malé vinutie medzi transformátory. Krimpovanie vykonám pomocou mosadznej rúrky s priemerom 16mm a hrúbkou kovu 1,5mm. Táto trubica bude perfektne sedieť, ale ukážem ju na konci článku, teraz je čas prejsť na ovládaciu časť
Keďže ide o odporové zváranie, musí byť schopné upraviť čas zvárania na roztavenie rôznych hrúbok kovov. Od spájkovania batérií až po spájkovanie plechu. Chcel som si objednať hotový modul z Číny, ale čakať mesiac nie je sranda, tak si ho poskladám sám.
Ako základ pre okruh si vezmem okruh, ktorý som videl na YouTube od nejakého čínskeho majstra.
Navyše dokončím schému svojimi vlastnými režimami. Nevidím zmysel podrobne rozoberať, na akom princípe to funguje, a je jasné, že čas zapnutia výkonového relé závisí od času vybitia kondenzátora. A upravený diagram vyzerá takto

Táto schéma pridáva funkciu zapínania transformátorov z tlačidla tak dlho, ako je stlačené, ako aj neustálu aktiváciu nezávisle od ovládacieho tlačidla
Celý obvod je umiestnený na doske zdroja z nejakého ohrievača, na doske je 12 V transformátor aj miesto pre relé. Na fotografii je doska už zbavená prebytkov  Po nainštalovaní všetkých komponentov doska úplne zmenila svoj vzhľad. Boli nainštalované rôzne typy relé, jedno bolo prevzaté z auta, takže všetko sa ukázalo byť veľmi objemné, ale kompaktné, vzhľadom na to, že doska sa zmestí do dlane. Nádoby na nastavenie času sú inštalované na samotnom spínači. Prepínač je rovnaký ako v prvej verzii, je to prepínač s 9 polohami, podobný tomu z osciloskopu S1-20
Po nainštalovaní všetkých komponentov doska úplne zmenila svoj vzhľad. Boli nainštalované rôzne typy relé, jedno bolo prevzaté z auta, takže všetko sa ukázalo byť veľmi objemné, ale kompaktné, vzhľadom na to, že doska sa zmestí do dlane. Nádoby na nastavenie času sú inštalované na samotnom spínači. Prepínač je rovnaký ako v prvej verzii, je to prepínač s 9 polohami, podobný tomu z osciloskopu S1-20



No, je čas pripojiť sa a skontrolovať, či všetko funguje 
Toto bude koniec prvej časti. Sú tam nejaké obmedzenia, tak sa ospravedlňujem.
V ďalšej časti je malý test na tavenie a tavenie, inštalácia do puzdra. Ak vás zaujíma, čo sa bude diať ďalej, rýchlo sa prihláste na odber aktualizácií v
V rádioamatérskej praxi sa odporové zváranie často nepoužíva, ale stále sa to deje. A keď takýto prípad príde, ale nie je chuť ani čas vyrobiť dobrý a veľký stroj na bodové zváranie. Áno, aj keď to urobíte, neskôr bude ležať ladom, pretože jeho ďalšie použitie nemusí prísť.
Napríklad musíte zapojiť niekoľko batérií do okruhu. Sú spojené tenkým kovovým pásikom bez spájkovania, pretože batérie sa všeobecne neodporúčajú na spájkovanie. Na takéto účely vám ukážem, ako zostaviť jednoduchý bodový zvárací stroj vlastnými rukami za približne 30 minút.
- Potrebujeme striedavý transformátor s napätím sekundárneho vinutia 15-25 voltov. Nosnosť nerozhoduje.
- Kondenzátory. Vzal som 2200 uF - 4 kusy. Môžete mať viac, v závislosti od výkonu, ktorý potrebujete získať.
- Ľubovoľné tlačidlo.
- Drôty.
- Medený drôt.
- Diódová zostava pre usmernenie. Jednu diódu môžete použiť aj na polvlnové usmernenie.
Schéma odporového bodového zváracieho stroja
Obsluha prístroja je veľmi jednoduchá. Keď stlačíte tlačidlo nainštalované na zváracej vidlici, kondenzátory sa nabijú na 30 V. Potom sa na zváracej vidlici objaví potenciál, pretože kondenzátory sú zapojené paralelne s vidlicou. Aby sme zvárali kovy, spojíme ich a stlačíme vidličkou. Keď sú kontakty zatvorené, dochádza ku skratu, v dôsledku čoho preskakujú iskry a kovy sú zvarené.
Zostavenie zváracieho stroja


Spojte kondenzátory dohromady.
Výroba zváracej vidlice. Aby ste to urobili, vezmite dva kusy hrubého medeného drôtu. A prispájkujte ho k drôtom, izolujte spájkovacie body elektrickou páskou.
Telo zástrčky bude hliníková trubica s plastovou zátkou, cez ktorú budú vytŕčať zváracie prívody. Aby sa zabránilo prepadnutiu vodičov, umiestnime ich na lepidlo.



Na lepidlo položíme aj zátku.


Prispájkujte drôty k tlačidlu a pripevnite tlačidlo k zástrčke. Všetko zabalíme elektrickou páskou.


To znamená, že do zváracej zástrčky idú štyri drôty: dva pre zváracie elektródy a dva pre tlačidlo.
Zhromažďujeme zariadenie, spájkujeme zástrčku a tlačidlo.

Zapnite ho a stlačte tlačidlo nabíjania. Kondenzátory sa nabíjajú.

Meriame napätie na kondenzátoroch. Je to približne 30 V, čo je celkom prijateľné.
Skúsme zvárať kovy. V zásade je to znesiteľné, vzhľadom na to, že som nebral úplne nové kondenzátory. Páska drží celkom dobre.






Ale ak potrebujete viac energie, potom môžete obvod takto upraviť.

Ako prvé vám padne do oka väčší počet kondenzátorov, ktorý výrazne zvyšuje výkon celého zariadenia.
Ďalej namiesto tlačidla - odpor s odporom 10-100 Ohmov. Rozhodol som sa, že prestanem hrať s tlačidlom - všetko sa nabije za 1-2 sekundy. Tlačidlo sa navyše nelepí. Ostatne slušný je aj okamžitý nabíjací prúd.
A tretím je tlmivka v okruhu vidlice, pozostávajúca z 30-100 závitov hrubého drôtu na feritovom jadre. Vďaka tejto tlmivke sa zvýši okamžitý čas zvárania, čím sa zlepší jeho kvalita a predĺži sa životnosť kondenzátorov.
Kondenzátory používané v takomto odporovom zváracom stroji sú odsúdené na skoré zlyhanie, pretože takéto preťaženie nie je pre nich žiaduce. Ale sú viac než dostatočné na niekoľko stoviek zvarových spojov.
Pozrite si montážne a testovacie video
Stroje na bodové zváranie sa v každodennom živote nepoužívajú tak často ako stroje na oblúkové zváranie, ale niekedy sa bez nich nedá robiť. Vzhľadom na to, že náklady na takéto zariadenie začínajú od 450 do 470 USD, je ziskovosť jeho nákupu otázna.
Cesta z tejto situácie je odporové bodové zváranie vlastnými rukami. Ale predtým, ako vám povieme, ako si vyrobiť takéto zariadenie sami, pozrime sa, čo je bodové zváranie a technológiu jeho prevádzky.
Stručne o bodovom zváraní
Tento typ zvárania je kontaktný (termomechanický). Upozorňujeme, že táto kategória zahŕňa aj švové a tupé zváranie, ale nie je možné ich implementovať doma, pretože na tento účel bude potrebné zložité vybavenie.
Proces zvárania zahŕňa nasledujúce kroky:
- diely sú kombinované v požadovanej polohe;
- sú zaistené medzi elektródami zariadenia, ktoré stláčajú časti;
- sa vykonáva ohrev, v dôsledku čoho sú časti v dôsledku plastickej deformácie navzájom pevne spojené.
Výrobný bodový zvárací stroj (ako je znázornený na fotografii) je schopný vykonať až 600 operácií za minútu.

Procesná technológia
Na zahriatie dielov na požadovanú teplotu sa na ne aplikuje krátkodobý impulz elektrického prúdu s vysokým výkonom. Impulz spravidla trvá od 0,01 do 0,1 sekundy (čas sa volí na základe vlastností kovu, z ktorého sú diely vyrobené).
Pri pulzovaní sa kov roztaví a medzi dielmi sa vytvorí spoločné tekuté jadro, kým nevytvrdne, zvarové plochy treba držať pod tlakom. V dôsledku toho pri ochladzovaní roztavené jadro kryštalizuje. Nákres znázorňujúci proces zvárania je uvedený nižšie.

Označenia:
- A – elektródy;
- B – diely na zváranie;
- C – zváracie jadro.
Tlak na diely je potrebný, aby sa pri pulzovaní vytvoril tesniaci pás pozdĺž obvodu roztaveného kovového jadra, ktorý zabráni vytekaniu taveniny mimo zónu, kde dochádza k zváraniu.
Na zabezpečenie lepších podmienok pre kryštalizáciu taveniny sa tlak na časti postupne odstraňuje. Ak je potrebné miesto zvárania „sfalšovať“, aby sa odstránili nehomogenity vo šve, zvýšte tlak (to urobte v konečnej fáze).
Upozorňujeme, že na zabezpečenie spoľahlivého spojenia, ako aj kvality švu je potrebné najskôr ošetriť povrchy dielov v miestach, kde sa bude vykonávať zváranie. Toto sa robí na odstránenie oxidového filmu alebo korózie.
Keď je potrebné zabezpečiť spoľahlivé spojenie dielov s hrúbkou 1 až 1,5 mm, používa sa kondenzátorové zváranie. Princíp jeho fungovania je nasledujúci:
- blok kondenzátora sa nabíja malým elektrickým prúdom;
- kondenzátory sa vybíjajú cez spájané časti (sila impulzu je dostatočná na zabezpečenie požadovaného režimu zvárania).
Tento typ zvárania sa používa v tých oblastiach priemyslu, kde je potrebné spájať miniatúrne a subminiatúrne súčiastky (rádiotechnika, elektronika a pod.).
Keď už hovoríme o technológii bodového zvárania, treba poznamenať, že ju možno použiť na spojenie rôznych kovov.
Príklady domácich dizajnov
Na internete je veľa príkladov vytvárania strojov, ktoré vyrábajú bodové zváranie. Tu sú niektoré z najúspešnejších návrhov. Nižšie je schéma jednoduchej bodovej zváračky.

Na implementáciu budeme potrebovať nasledujúce rádiové komponenty:
- R - premenlivý odpor s nominálnou hodnotou 100 Ohmov;
- C – kondenzátor navrhnutý pre napätie najmenej 25 V s kapacitou 1000 μF;
- VD1 – tyristor KU202, index písmen môže byť K, L, M alebo N, môžete použiť aj PTL-50, ale v tomto prípade musí byť kapacita „C“ znížená na 1000 μF;
- VD2-VD5 – diódy D232A, zahraničný analóg – S4M;
- Diódy VD6-VD9 – D226B, môžu byť nahradené zahraničným analógom 1N4007;
- F – 5 A poistka.
Je potrebné urobiť odbočku, aby sme povedali, ako vyrobiť transformátor TR1. Je vyrobený na báze železa Sh40, s nastavenou hrúbkou 70 mm. Pre primárne vinutie budete potrebovať drôt PEV2 Ø0,8 mm. Počet závitov vinutia je 300.
Na vytvorenie sekundárneho vinutia budete potrebovať medený lankový drôt Ø4 mm. Môže byť nahradená pneumatikou za predpokladu, že jej prierez je aspoň 20 mm2. Počet závitov sekundárneho vinutia je 10.
Video: Urob si sám odporové zváranie
Pokiaľ ide o TR2, bude preň vhodný ktorýkoľvek z transformátorov s nízkym výkonom (od 5 do 10 W). V tomto prípade by vinutie II, ktoré sa používa na pripojenie podsvietenia „H“, malo mať výstupné napätie v rozmedzí 5-6 V a vinutie III - 15 V.
Výkon vyrobeného zariadenia bude relatívne nízky, v rozsahu od 300 do 500 A, maximálny čas impulzu do 0,1 sekundy (za predpokladu, že hodnoty „R“ a „C“ sú rovnaké ako na obrázku). To stačí na zváranie oceľového drôtu Ø0,3 mm alebo plechu, ak jeho hrúbka nepresahuje 0,2 mm.
Uveďme schému výkonnejšieho zariadenia, v ktorom bude zvárací elektrický prúd impulzu v rozsahu od 1,5 kA do 2 kA.

Uvádzame zoznam komponentov použitých v obvode:
- hodnoty odporu: R1-1,0 kOhm, R2-4,7 kOhm, R3-1,1 kOhm;
- kapacity v obvode: C1-1,0 µF, C2-0,25 µF. Okrem toho musí byť C1 navrhnutý pre napätie najmenej 630 V;
- Diódy VD1-VD4 - diódy D226B, náhrada za cudzí analóg 1N4007 je povolená, namiesto diód môžete nainštalovať diódový mostík, napríklad KTs405A;
- tyristor VD6 - KU202N, musí byť umiestnený na radiátore s plochou najmenej 8 cm2;
- VD6 – D237B;
- F - 10 A poistka;
- K1 je akýkoľvek magnetický štartér, ktorý má tri páry pracovných kontaktov a vinutie je navrhnuté pre ~220 V, napríklad môžete nainštalovať PME071 MVUHLZ AC3.
Teraz vám povieme, ako vyrobiť transformátor TR1. Ako základ sa používa autotransformátor LATR-9, ako je znázornený na fotografii.
Vinutie v tomto autotransformátore má 266 závitov, je vyrobené z medeného drôtu Ø1,0 mm, použijeme ho ako primárne. Konštrukciu opatrne rozoberáme, aby sme nepoškodili vinutie. Demontujeme hriadeľ a na ňom pripevnený pohyblivý valčekový kontakt.
Ďalej musíme izolovať kontaktnú dráhu, za týmto účelom ju očistíme od prachu, odmastíme a nalakujeme. Pri ďalšom schnutí celé vinutie zaizolujeme lakovanou handričkou.
Ako sekundárne vinutie používame medený drôt s prierezom najmenej 80 mm 2. Je dôležité, aby izolácia tohto drôtu bola odolná voči teplu. Keď sú splnené všetky podmienky, urobíme navíjanie troch závitov.
Nastavenie zostaveného zariadenia spočíva v kalibrácii stupnice premenlivého odporu, ktorý reguluje čas impulzu.
Odporúčame, aby ste pred začatím zvárania experimentálne stanovili optimálny čas pre impulz. Ak je trvanie nadmerné, časti sa spália a ak je menej, ako je potrebné, pevnosť spojenia bude nespoľahlivá.
Ako už bolo napísané vyššie, zariadenie je schopné dodať zvárací elektrický prúd až 2000 A, čo umožňuje zvárať oceľový drôt Ø3 mm alebo oceľový plech, ktorého hrúbka nepresahuje 1,1 mm.