1 tehnološki postupak za proizvodnju prozora sa dvostrukim staklom. Tehnologija i faze proizvodnje prozora sa dvostrukim staklom

Danas je staklo različitih vrsta postalo zaista univerzalni materijal. Koristi se u građevinarstvu i medicini, poljoprivredi i automobilskoj industriji. Gotovo svi sektori nacionalne ekonomije na neki su način povezani sa staklom i proizvodima od stakla.
To čini proizvodnju stakla obećavajućom poslovnom linijom. Velike tvornice obično nude širok raspon staklenih proizvoda, od automobilskog do laboratorijskog stakla. Početnik u preduzetništvu trebao bi početi od malog - sa jednostavnim prozorskim staklom, kao i sa staklom od bageta.
Za početak morate odlučiti s kojim ćete sirovinama - "konvencionalnim" ili "sekundarnim" - raditi. "Obične" sirovine su kvarcni pijesak i različiti posebni aditivi za njega; "sekundarno" je, naravno, staklena bitka.
Peći ili lončići za preradu pijeska i materijala koji se mogu reciklirati sami po sebi se bitno ne razlikuju - jedina razlika je u postavkama temperature. Izbor dobavljača opreme ovisi o financijskoj strani pitanja: domaće proizvodne linije (na primjer, iz Oryol OJSC Steklomash ili Solnechnogorsk CJSC Nakal), naravno, koštat će manje od uvoznih (na primjer, iz češke kompanije SKLOPAN LIBEREC JSC ili talijanski CIEFFE FORNI INDUSTRIALI SRL). Općenito, minimalni troškovi bit će oko 10 milijuna rubalja.
Koja je prednost proizvodnje gotovih izolacijskih staklenih jedinica?
Međutim, proizvodnja staklenog lima kao takva mnogo je manje isplativa od proizvodnje proizvoda od njega. Općenito, u Rusiji radi više od desetak velikih tvornica koje proizvode ravno staklo. Njihov broj je sasvim dovoljan da zasiti tržište, a cijena ulaska u ovaj "klub" iznosi oko 100 miliona dolara - 150 miliona eura.
Mnogo je isplativije proizvoditi, na primjer, gotove prozore sa dvostrukim staklom za preduzeća koja proizvode prozore od metala i plastike.
Sam proces proizvodnje je jednostavan: staklo se reže na veličinu i pere; tada se izrađuje poseban okvir pomoću kojeg se pričvršćuju 2 (ponekad 3 ili više) listova staklene jedinice; u trećoj fazi, gotova staklena jedinica zapečaćena je posebnom tvari-silikonom, jednokomponentnom ili dvokomponentnom brtvilom.
Šta je potrebno za otvaranje proizvodnje prozora sa dvostrukim staklom?
Za prvu fazu obrade bit će potreban poseban stol za poluautomatsko rezanje stakla-na primjer, Mastercut-3.2 vrijedan 25-29 hiljada eura. Opsluživat će ga jedan radnik. Obradaci se peru pomoću posebne mašine za pranje stakla (20-25 hiljada €), opremljene filterom za vodu (1700-3500 €).
Ovim aparatom opslužuju 1-2 pomoćna radnika, čije dužnosti uključuju i utovar i istovar stakla i njegovo nošenje od mašine do mašine.
Međutim, za 35.000 € možete kupiti i liniju koja proizvodi i pranje i montažu prozora sa dvostrukim staklom, koju će servisirati jedan od pomoćnih radnika.
Drugi će radnik biti rukovalac strojevima za rezanje odstojne trake (unutarnji okvir izolacijskih staklenih jedinica) i punjenje molekularnog sita, koje je poželjno postaviti u blizini. Cijena prvog uređaja je 5000 €, drugog 2300 €.
I na kraju, posljednja faza - još jedan radnik će izvršiti zaptivanje. Njegove odgovornosti uključivat će i prvu fazu (nanošenje sloja butila na bočne površine razmaknice) i drugu (vanjsko završno brtvljenje među staklenog prostora).
Izbor alata ovdje je prilično širok - od ručnog okretnog stola za 1.500 € i ručne pneumatske preše (950 €) do okretnog stola s automatskim pogonom (2.800 €) i posebnog sklopa i brtvenog stola sa pneumatskim stezanjem (€ 1.800). Druga faza brtvljenja se izvodi pomoću topljivo topljenog ekstrudera za brtvljenje (8500-8800 €) ili 2-komponentnog ekstrudera za brtvljenje (25.000 €).
Osim toga, u ljetnoj sezoni ili u južnim regijama zemlje, možda će biti potreban industrijski rashladni kompresor (zamrzivač) kako bi se ubrzalo stvrdnjavanje brtvila (3500 €).
Ukupno: oprema-od 64.950 do 107.900 €, 2 rukovaoca mašinom i 1-2 pomoćna radnika (plata prvog je na nivou od 25-30 hiljada rubalja, drugog 15-20 hiljada).
Proizvodnja izolacijskog stakla: troškovi materijala
Građevinsko staklo debljine 4 mm košta otprilike od 190 do 430 rubalja. po kvadratu m.
Odstojni okvir - od 593,13 do 890,98 na 100 m, ovisno o širini.
Plastični uglovi za spajanje odstojnih okvira - 23,81 na 100 kom.
Molekularno sito 1-1,5 mm - 69,46 rubalja. za 1 kg.
Butilna traka (3 mm) - 3,45 rubalja. za 1 m.
Glavna komponenta i učvršćivač za brtvilo: 253,26 rubalja. (Dvorana).
Cijene gotovih prozora s dvostrukim staklom su oko 930-1560 rubalja / m². m. po cijeni od oko 500 rubalja. (prosječni troškovi za gore navedene tarife).
Obim proizvodnje od 300 prozora sa dvostrukim staklom (m² M) mjesečno je sasvim ostvariv.
U ovom slučaju, neto dobit će iznositi oko 5.000 € mjesečno.
Video zapisi o proizvodnji izolacijskog stakla:
Kalkulator za izračunavanje profitabilnosti ovog posla
Gotove ideje za vaše poslovanje

U prosjeku, uzgoj jednog hektara cvekle košta 30-40 hiljada rubalja. Na cijenu proizvoda utječu dostupnost poljoprivredne tehnologije, cijena rada u rastućoj regiji i vremenski uvjeti.

Troškovi prve kupnje opreme za operacije bušenja zajedno s potrošnim materijalom koštat će najmanje nekoliko stotina tisuća rubalja. Troškovi transportnih vozila obično su ...

Isplativost prodaje u ovoj vrsti poslovanja kreće se od 10 do 20%, ovisno o odabranom dobavljaču, regiji itd. U ovom slučaju tačka rentabilnosti je između 2 i 4 miliona ...

Organiziranje privatnog vrtića u Rusiji zahtijevat će neljudske napore za prevladavanje svih birokratskih prepreka. Da biste to učinili, morate biti fan i ludo voljeti djecu, ili učiniti sve ...

Pravilnim razvojem i kompetentnom organizacijom vašeg proizvodnog procesa, kao i aktivnom marketinškom kampanjom, možete početi stvarati profit u roku od nekoliko mjeseci nakon lansiranja, ...
30. septembra 2016Specijalizacija: profesionalac u području građevinarstva i popravki (cijeli ciklus završnih radova, unutrašnjih i vanjskih, od kanalizacije do elektrike i završnih radova), ugradnja prozorskih konstrukcija. Hobi: pogledajte kolonu "SPECIJALIZACIJA I VJEŠTINE"
Tehnologija proizvodnje metalno-plastičnih konstrukcija složena je i jednostavna u isto vrijeme. Za neobučenu osobu bit će gotovo nemoguće razumjeti sve zamršenosti procesa, ali nakon čitanja odgovarajućih uputa (poput ovog članka) bit će za red veličine pitanja manje.
Osim toga, upoznavanjem metoda rada možete jasnije zamisliti strukturu prozora. To će vam, zauzvrat, omogućiti da naručite dizajn na smisleniji način, razumijevajući koji je element za što odgovoran.
Izvorni materijali
Kako bi proizvodi bili najvišeg kvaliteta, važna je ne samo savremena oprema za proizvodnju plastičnih prozora i profesionalnost montažera, već i pravilan odabir materijala. Ovaj je članak pregledne prirode, pa ću navesti samo osnovni popis, ne dotičući se nijansi odabira i proizvodnje sirovina - svejedno, ove će vam informacije biti relevantne samo ako sami preuzmete proizvodnju proces.
Dakle, od čega su napravljeni plastični prozori?

- PVC profil je glavna sirovina, bez koje, naravno, nijedan prozor neće raditi. Radionica u pravilu radi s nekoliko vrsta profila, odnosno svi elementi sistema trebaju biti u skladištu, od okvira i krila do staklenih perli i dodatnih elemenata.
- Ojačani profil - isporučuje se zasebno, ugrađen u plastični profil direktno u fazi ugradnje. Raspon armature nije tako velik, ali bi ipak trebalo biti prisutno desetak artikala (različite debljine + različite konfiguracije).
- Ostakljenje-ili gotovi prozori sa dvostrukim staklom sastavljeni u zasebnom preduzeću prema potrebnim dimenzijama, ili stakleno lima i odstojnici. U drugom slučaju, materijali se isporučuju u zasebnu radionicu, gdje se reže staklo i sastavljaju staklene jedinice.

- Okov - oni se u svakom slučaju kupuju, budući da je proces proizvodnje okova vrlo kompliciran i dugotrajan. Okov se skladišti u skladištu i prema potrebi isporučuje na mjesto montaže radi vezivanja krila.
Naravno, ovo su samo glavne grupe komponenti s kojima radi oprema za proizvodnju PVC prozora. Na ovu listu nisam uključio brojne potrošne materijale - pričvršćivače, jastučiće, zaptivne vrpce, ambalažu itd. - općenito, sve bez čega Čeh ne može normalno funkcionirati.

Rad sa profilom
Priprema za montažu
Opis procesa montaže prozora započet ću redoslijedom kojim dijelovi stižu u radionicu i obrađuju se. I na prvom mjestu ove liste bit će čitav kompleks operacija, koje se uslovno mogu nazvati pripremom profila za montažu.

Radovi se izvode u sljedećem redoslijedu:
- Prvo se profil za ojačanje izrezuje na zasebnom području. Čelični radni komadi se režu na stacionarnoj kružnoj testeri ili tačno prema veličini proizvoda, ili - za veliku proizvodnju - u koracima od 50 mm. Druga tehnika je manje naporna, dok kvaliteta proizvoda teško trpi - svejedno, okovi su malo kraći od plastičnog dijela prozora.
- U isto vrijeme, na stroju za piljenje, PVC profili se režu za okvire, krila i stupove. Ovdje se već radi u skladu sa zadatkom koji je formiralo odjeljenje za obračun: tačnost obrezivanja je +/- 1 mm. Moderne pile za rezanje omogućuju vam postavljanje veličine dijela čitanjem crtičnog koda iz tablice sa zadacima, što omogućuje minimiziranje broja odbijanja.

- Nakon obrezivanja, PVC praznine se dopremaju u glodalicu. Ovaj uređaj, koji radi pod kontrolom računarskog programa, gloda odvodne rupe kako bi odvodio vlagu iz šupljina profila.
- Nadalje, profil za ojačanje i praznine okvira i krila sastavljeni su u jednom području. Ovdje se vrši oklopni jezičak i njegovo pričvršćivanje. Za pričvršćivanje metalnog umetka koriste se samorezni vijci sa bušilicom, koji se uvijaju ili pneumatskim odvijačem ili na posebnoj mašini.
- Ponekad se u istoj fazi na profil okvira ugrađuju udarne ploče koje igraju ulogu kukica za zabravljujuće igle hardverskog mehanizma.

- Pločice imposta, nakon ojačanja i ugradnje udarnih ploča, odlaze u glodalicu. Ovdje su krajevi imposta brušeni za čvrsto spajanje s okvirom - prema GOST 30674-99 "Prozorski blokovi od PVC profila", razlika u prednjim ravninama ne smije prelaziti 1 mm. Mehanički konektori su umetnuti u krajeve imposta i fiksirani.
- Na profilima okvira, glodaju se rupe za ugradnju ručke.
Zavarivanje okvira i krila
Sljedeći korak je transformacija skupa dijelova u prozore. Istodobno, za proizvodnju prozora koriste se profesionalni aparati za zavarivanje.
Aparat za zavarivanje je dizajn s dva ili četiri grijaća elementa (tzv. Modeli s dvije i četiri glave). Radi ovako:
- U procesu rada majstor postavlja četiri dijela u vodilice stroja, nakon čega se kutni dijelovi profila spajaju s grijaćim pločama.
- Glave strojeva zagrijavaju se na temperaturu od 240 - 2550C - pri tom zagrijavanju PVC se topi i postaje tečan.

- Nakon zagrijavanja, profilne ploče se presavijaju i stežu u automatske stezaljke sve dok se spoj potpuno ne ohladi i plastika ne polimerizira.
Kvalitetna oprema za zavarivanje za izradu prozora osigurava ravnomjerno zagrijavanje plastike i jamči visoku čvrstoću šava zbog njegove homogenosti. Prilikom korištenja zanatskih jedinica za zavarivanje (bez pretjerivanja, vidio sam modele sastavljene od nekoliko pari običnih glačala), plastika se topi neravnomjerno, pa stoga pri najmanjem opterećenju šav pukne.
- Zavareni okvir se dovodi do mašine za skidanje (ponekad se skidanje vrši direktno na aparatu za zavarivanje u automatskom režimu). U isto vrijeme, posebni uređaji uklanjaju dotok plastike s prednje površine profila, ostavljajući ravan i čist šav.

Područje montaže
Nakon zavarivanja, okviri i krila odlaze u montažno područje. Ovdje majstori većinu posla obavljaju vlastitim rukama: operacije zahtijevaju visoku preciznost, što je teško osigurati u automatiziranoj proizvodnji.

Tipičan algoritam uključuje sljedeće operacije:
- Čišćenje unutrašnjih uglova okvira i krila pomoću alata za rezanje.
- Ugradnja nameta označavanjem pričvršćivanjem mehaničke spojnice na okvir: izvana - pomoću dugog vijka, iznutra - pomoću nekoliko samoreznih vijaka.
- Ugradnja nosećeg profila na okvir. Noseći profil upotpunjen je brtvenim kabelom od pjenastog polietilena, nakon čega se postavlja na donji dio okvira, pričvršćujući se na pričvršćivače. Kako bi se povećala čvrstoća, osnovni profil je pričvršćen samoreznim vijcima.
- Ugradnja šarki na okvir. Za pričvršćivanje dijelova šarki, u okviru se izbuše rupe (mora se koristiti predložak, konfiguracija utora u kojoj odgovara konfiguraciji potpornih šipki na šarkama odabranog hardverskog sistema). Šarke su ugrađene u rupe i pričvršćene samoreznim vijcima.

- Ugradnja kutnih udarača također se vrši prema predlošku.
Tipična uputa pretpostavlja paralelno vezivanje krila s armaturom:
- Nakon početne obrade (čišćenje unutrašnjih uglova), krilo odlazi u odjeljak za vezivanje.
- Okov je prilagođen dimenzijama krila. U tom se slučaju odreže na posebnoj mašini.
- Montirani okovi ugrađuju se u utor okova, nakon čega se njegovi pojedinačni elementi učvršćuju samoreznim vijcima.

- Vješanje krila na šarke. Istovremeno, transportne kopče često se postavljaju na okvir kako bi se spriječilo oštećenje okova tijekom transporta, a položaj krila se podešava pomoću šarki.
- U istoj fazi, majstor nužno provjerava koliko se lako krilo otvara i zatvara.

Za provjeru pokretnih dijelova obično se koristi takozvana "ručna" ručka. Ručka, koja će se kasnije postaviti na prozor, najčešće se isporučuje zapakovana i montirana direktno na predmet kako bi se izbjegla oštećenja.
- Ugradnja dodatnih elemenata okova-mikrolift, mikroventilacija / postupna ventilacija, škare za ventilator itd.
Time se završava rad s prozorskim okvirom. Okvir s vezanim krilom ide na sljedeći odjeljak, gdje se izvodi.
Rad sa prozorima sa dvostrukim staklom
Proizvodnja prozora sa dvostrukim staklom
Većina kompanija koje se bave proizvodnjom prozora od PVC profila radije rade sa gotovim prozorima sa dvostrukim staklom. One. Proizvođačima daju dimenzije potrebnih proizvoda, a on izrađuje ostakljenja po narudžbi.
No, na ovaj način cijena proizvoda ispada da je nešto viša, pa se radi uštede novca (i stjecanja dodatnog profita) stvara zasebna radionica u kojoj se prozori s dvostrukim staklom sastavljaju od zasebnih dijelova. Slijed radnji je sljedeći:

- Staklo (običan lim, štedljivo ili višenamjensko) reže se na posebnim stolovima.
- Nakon rezanja, krajevi se obrađuju posebnim abrazivnim materijalima - tako se uklanjaju sitni komadići koji mogu izazvati pojavu pukotina.
- Narezane čaše se peru kako bi se uklonila prašina, prljavština, tragovi abrazivnog praha, otisci ruku itd.

- Sušenje se vrši nakon pranja. To je najbolje učiniti pomoću komprimiranog zraka: njegov tok savršeno otpuhuje čestice prašine i dlačice koje se lijepe za vlažnu površinu.
- Zatim se montira odstojnik. Profil okvira je izrezan po veličini, napunjen posebnim zrnatim sredstvom za sušenje, a zatim spojen na uglovima posebnim adapterima.
- Nakon toga se staklena jedinica sastavlja na posebnom stolu. Na rubove odstojnika nanosi se butilno brtvilo koje osigurava primarno učvršćivanje stakala.

U ovoj fazi, komora između stakala može se napuniti osušenim zrakom, koji se dovodi iz crijeva. Ako se planira napuniti vreću argonom ili kriptonom, tada se u udaljeni okvir ugrađuju posebni ventili kroz koje se ispumpava inertno vrijeme.
- U procesu sastavljanja i pritiskanja prozora sa dvostrukim staklom, unutar njega se mogu postaviti ukrasni profili-takozvani shpros. Koriste se za imitaciju prozorskih krila.
- Kada je primarno brtvljenje završeno, krajevi staklene jedinice premazani su sekundarnim brtvilom.
- Zatim se konstrukcija ugrađuje u piramidu, gdje je u okomitom položaju sve dok se butilna traka i druge brtvene tvari potpuno ne polimeriziraju.
![]()
Gotove izolacijske staklene jedinice ili se pakiraju i šalju kupcu ili transportiraju do stakla.
Odsek za zastakljivanje
Zastakljivanje je završna faza. Izvodi se vrlo jednostavno:
- Konstrukcije se ugrađuju na nagnuto postolje tako da ugrađeni prozori sa dvostrukim staklom ne ispadnu.
- Okviri i krila zapečaćeni su posebnim brtvama koje ravnomjerno raspoređuju težinu staklenih jedinica.
- Zastakljivanje se soli na brtve, koje se učvršćuju staklenim zrncima.

- Zrnca za ostakljenje, u pravilu, režu se direktno na površini ostakljenja do dimenzija uklonjenih sa konstrukcije. Ovaj pristup omogućuje vam da smanjite količinu otpada, budući da je dopuštena greška po dužini staklenog zrna +/- 1 mm, u protivnom postoji opasnost od stvaranja praznine u kutu ili izazivanja pucanja cijelog okvira.
Zastakljene konstrukcije pakuju se u polietilen i šalju u skladište. Tamo se vrši formiranje narudžbe - dodatni profili, prozorske klupčice, oseke, mreže protiv komaraca, ručke i drugi detalji dodaju se samim prozorima.

Zaključak
Mašine za proizvodnju plastičnih prozora vrlo su različite i obavljaju ogroman popis funkcija. Pa ipak, opća shema proizvodnje takvih struktura ostaje nepromijenjena - u svakom slučaju većina kompanija radi točno prema gore opisanom algoritmu (naravno, sa izmjenama i dopunama specifičnosti preduzeća).
Video u ovom članku pružit će vam priliku da se detaljnije upoznate s procesom koji sam opisao, a ako vas zanimaju nijanse, rado ću razgovarati s vama ili u komentarima ili na forumu projekta.
30. septembra 2016Ako želite izraziti zahvalnost, dodati pojašnjenje ili prigovor, pitajte autora nešto - dodajte komentar ili recite hvala!
Nepoštivanje zahtjeva u proizvodnji prozora sa dvostrukim staklom povlači za sobom povredu karakteristika gotovog proizvoda, a kao posljedicu toga - nedostatak mogućnosti inženjerskog rješenja projekta.
Proizvodnja prozora s dvostrukim staklom višestruki je i složen posao, kao i svaki proizvodni proces, može se uvjetno podijeliti u nekoliko faza.
U prvoj fazi, nakon obrade i pripreme narudžbe za proizvodnju, staklo se reže prema navedenoj vrsti i veličini na odgovarajućoj lokaciji. Paralelno s tim, priprema se okvir udaljenosti odgovarajuće veličine. Prilikom pripreme odstojnika, unutra se ulije molekularno sito, potrebno za upijanje vlage iz među staklenog prostora jedinice s dvostrukim staklom. Zbog toga se mogućnost kondenzacije između čaša uklanja tijekom daljnjeg rada proizvoda. Pojava kondenzacije na površini stakla unutar staklene jedinice ukazuje na grube prekršaje počinjene tokom njene proizvodnje - nepotpuno brtvljenje ili odsustvo ovlaživača.
U drugoj fazi, prvi brtveni sloj (butil) nanosi se na završnu površinu ramena, nakon spajanja. Paralelno s tim, provodi se automatsko pranje stakla. Nakon ovih operacija, vrši se prethodna montaža staklene jedinice: spajanje čaša i odstojnog okvira.
U završnoj fazi, nakon preliminarne montaže, staklena jedinica ulazi u prešu, u kojoj se među stakleni prostor može napuniti argonom. Završni posao u proizvodnji prozora s dvostrukim staklom je nanošenje brtvila na krajnji dio proizvoda radi veće čvrstoće i krutosti.
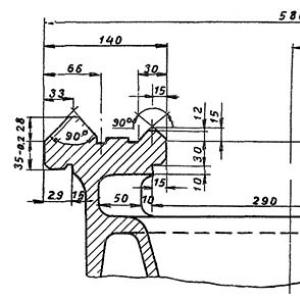
Razmotrimo detaljniji tehnološki proces proizvodnje izolacijskih staklenih jedinica (slika 1):
1. rezanje stakla prema zadanim dimenzijama
2. Izrada odstojnog okvira, punjenje okvira silika gelom (sredstvo za sušenje) i njegovo sastavljanje.
3. Primjena primarnog brtvljenja na odstojniku (primjena butila)
4.montiranje prozora sa dvostrukim staklom na automatizovanim linijama
5.sekundarno brtvljenje izolacijskih staklenih jedinica
Slika 1 - Tehnološki postupak za proizvodnju prozora sa dvostrukim staklom
MARKETING
Glavna djelatnost preduzeća Tyagunof je proizvodnja i prodaja prozora sa dvostrukim staklom.
Cilj ovih marketinških istraživanja je proučavanje tržišta prozora sa dvostrukim staklom, kao i razjašnjavanje izvodljivosti njihove proizvodnje na bazi OOO Tyagunof.
Prozori sa dvostrukim staklom u jednom okviru (okviru) alternativa su prozorima sa dvostrukim staklom u dvostrukim okvirima i prozorima sa troslojnim staklom u dvostrukim okvirima koji se koriste u građevinarstvu.
Korištenje prozora s dvostrukim staklom u ostakljenju prozorskih otvora u stambenim i industrijskim zgradama dovodi do značajnog smanjenja toplinskih gubitaka kroz staklenu površinu. Konkretno, prema procjenama američkog Ministarstva energetike, u klimatskim uvjetima Amerike i Zapadne Evrope zamjenom prozora običnim staklima sa prozorima sa prozorima sa dvostrukim staklom i prskanjem koje reflektira toplinu štedi se do 50 litara sirove nafte. grijanje i hlađenje prostorija godišnje po 1 m 2 energetski efikasnog ostakljenja.
Prednosti prozora sa dvostrukim staklom u odnosu na obične prozore:
Manje buke;
Mali gubitak topline;
Manje opranih površina;
Ušteda troškova grijanja;
Bolji dizajn kutije.
Zbog očigledne prednosti korištenja prozora sa dvostrukim staklom 1998. moskovska vlada donijela je uredbu kojom se naređuje upotreba samo energetski efikasnih prozora tokom izgradnje. Što se tiče cijele Rusije, postoji SNiP II-3-79, koji ukazuje na nove zahtjeve za toplinsku zaštitu stambenih prostora, za koje su prikladni samo okviri sa troslojnim prozorima ili prozori sa dvostrukim staklom.
Jedinica s dvostrukim staklom sastoji se od dva ili tri lista ravnog stakla povezanih duž konture tako da se između njih formira hermetički zatvorena komora sa slojem osušenog zraka. Neki se plinovi mogu koristiti umjesto zraka (argon se najčešće koristi za toplinsku izolaciju). Širina prozora sa dvostrukim staklom je od 12 do 36 mm, što je znatno manje u odnosu na konvencionalne okvire.
Uzimajući u obzir sve gore navedeno, može se pretpostaviti da će tržište izolacijskog stakla biti prilično obećavajuće među tržištima građevinskog materijala. Primarni potrošači prozora sa dvostrukim staklom su građevinska i popravna preduzeća, krajnji (korisnici) - kupci popravki ili izgradnje.
Cijena prozora s dvostrukim staklom ovisi o sljedećim faktorima:
1.broj komora za zastakljivanje
2. vrsta stakla koje se koristi (jednostavno prozirno, zatamnjeno, nisko emisijsko, otporno na udarce (tripleks), obojeno, blindirano itd.)
3. dimenzije proizvoda
4.oblik proizvoda
5. Domaće / uvezene komponente (brtvilo, silika gel, aluminijski okvir, butil ljepilo)
6. korišteno punilo (zrak, argon, freon, mješavina plina, vakuum)
7.stepen automatizacije linije
8. Zemlja porijekla linije
Prilikom ulaska na tržište prodajna mreža može se organizirati kroz male građevinske i popravne tvrtke. Ako uspostavite stalni kontakt sa građevinskim kompanijama na minimalnom nivou od nekoliko prozora mjesečno za svaki, tada možete naknadno dobiti stabilno prodajno tržište.
Ovo preduzeće koristi sljedeću opremu:
Sto za automatsko rezanje stakla, model Autocut-3.2 (sa funkcijom naginjanja) SZILANK (Mađarska);
Mašina za rezanje ramova na daljinu PKM 2800 CMS (Italija);
Mašina za punjenje molekularnog sita SM25 CMS (Italija);
Butil ekstruder BM 7CMS (Italija);
Ekstruder polisulfida TMN200 CMS (Italija);
Linija za pranje sa vertikalnom valjkastom presom i postoljem za ručno sastavljanje CMS GlassMachinery (Italija);
Senzorsko plinsko punilo Gasni punjač S-8/3 SZILANK (Mađarska);
Rotirajući stol DTM 2x2CMS (Italija);
Hladnjak za ekstruder TF200 CMS (Italija).
Misija Tyagunof LLC
Nastojimo biti najefikasnija kompanija u Rusiji, proizvoditi visokokvalitetne izolacijske staklene proizvode, zadovoljavajući potrebe i uzimajući u obzir interese potrošača. Kroz uspjeh Kompanije - do prosperiteta naših zaposlenika i društva.
Naše vrednosti:
Orijentacija na kupca
Inovativna proizvodna politika
Kompetentan rad tima profesionalaca
Društvena odgovornost
Glavni konkurenti su u Krasnojarsku.
LLC "Window"
(Osnovano 1996. Proizvodnja i ugradnja plastičnih prozora. Vrata. Prozori sa dvostrukim staklom)
„Proizvodimo prozore sa dvostrukim staklom koristeći najsavremeniju opremu, liniju za rezanje stakla LISEC (Austrija) sa računarskom podrškom i preciznošću rezanja 0,1 mm, dvije linije za montažu prozora sa dvostrukim staklom LISEC (Austrija), OPTIFLEX (Italija) i dvije ekstruderi za brtvljenje prozora sa dvostrukim staklom (Njemačka), stoga jamčimo visoku kvalitetu i dug vijek trajanja izolacijskih staklenih proizvoda koje proizvodimo mi.
Svi prozori sa dvostrukim staklom testirani su na toplinsku provodljivost, čvrstoću, nepropusnost i parametre okoliša, što potvrđuju odgovarajući certifikati. Strukturno, prozori sa dvostrukim staklom mogu biti:
Jednokomorna
Dvodomni
Sa oklopnim filmom i zaštitom od sunca različitih boja nanesenim na staklo unutar staklene jedinice
Punjen argonom (poboljšava toplinske performanse za 25%)
Uz upotrebu češkog stakla koje reflektira toplinu. Vrijeme proizvodnje prozora sa dvostrukim staklom, ovisno o dizajnu, je od 2 do 10 radnih dana. "
CJSC Siberian Glass Company
(osnovano u Krasnojarsku 1997.)
Trenutno je Siberian Glass Company robna marka koja ujedinjuje grupu preduzeća koja posluju na tržištu industrijske prerade stakla.
Struktura grupe preduzeća uključuje 9 preduzeća. Funkcije strateškog razvoja, finansijskog upravljanja, utvrđivanja marketinške i kadrovske politike, koordinacije rada svih preduzeća holdinga obavlja CJSC Siberian Glass Company.
Siberian Glass Company je lider u proizvodnji staklenih jedinica na tržištu prozirnih konstrukcija u Krasnoyarsku.
Tvrtka proizvodi izolacijske staklene jedinice s aluminijskim odstojnim okvirom, PVC okvirom i termoplastičnim butil okvirom koristeći inovativnu TPS tehnologiju.
Tehničke proizvodne mogućnosti:
TPS izolaciono staklo, sa tradicionalnim aluminijumskim odstojnim okvirom i PVC okvirom
Proizvodni kapacitet - do 4.500 m2 dnevno
Jednokomorni prozori sa dvostrukim staklom (debljina od 14 do 36 mm)
Prozori sa dvostrukim staklom (debljina od 24 do 60 mm)
Prozori s dvostrukim staklom različitih geometrijskih oblika: luk, trapez, trokut, krug
Izolacijske staklene jedinice za strukturalno zastakljivanje
Mali i veliki formati (do 3500X2 300 mm)
Kompletan set prozora sa dvostrukim staklom sa različitim vrstama stakla: štedi toplinu, zatamnjen, reflektirajući, višenamjenski, samočišćen, kaljen, emajliran, laminiran, s ukrasnim filmom
Punjenje plinom s argonom i kriptonom.
Planiramo stvaranje lične web stranice koja će sadržavati sve informacije koje zanimaju potrošače o našoj kompaniji.
Također planiramo provesti promotivne akcije, ovo je distribucija reklamnih letaka, koji su jedno od najefikasnijih i ne jeftinih sredstava za promociju robe.
plastično prozorsko punjenje sa dvostrukim staklom, plinsko punjenje
sviđa mi se
0Na svim modernim automatiziranim linijama za proizvodnju prozora s dvostrukim staklom može se dodijeliti nekoliko odjeljaka koji odgovaraju različitim fazama tehnološkog procesa.
Rezanje stakla
U prvoj fazi staklo se reže prema standardnim veličinama.
Savremeni stolovi za rezanje su visoko mehanizirani uređaji u kojima se kretanjem rezača upravlja pomoću računara prema programu koji je operater postavio s tastature. Neki stolovi opremljeni su posebnim programom za optimizaciju rezanja koji vam omogućuje smanjenje otpada za do 5% ili manje.
Kretanje stakla po površini stola vrši se na zračnom jastuku stvorenom velikim brojem rupa na površini stola.
Razbijanje stakla nakon rezanja vrši se posebnim šipkama koje se uzdižu od površine stola.
Kada alat za rezanje pređe preko staklene površine, na staklu se stvara mali utor s mikropukotinama. Ako se razbije duž ovog utora, staklo se lomi. Da bi se postigao ravnomjeran rez, prijelom se mora napraviti dovoljno brzo nakon stvaranja utora. To je posljedica takozvanog efekta "samoizlječenja stakla" nakon stvaranja mikropukotina. Čini se da nastale mikropukotine počinju spontano lijepiti zajedno, a lom stakla je u ovom slučaju mnogo teži. Kako bi se izbjegli takvi fenomeni, koristi se posebna tekućina za rezanje koja ima nisku viskoznost i dobra svojstva vlaženja. Prodire u mikropukotine i sprječava samozdravljenje stakla.

Odstojno rezanje i molekularno sito
Paralelno s rezanjem stakla, razmakni okviri se režu kako bi odgovarali dimenzijama date staklene jedinice i preliminarnoj montaži okvira staklene jedinice pomoću uglova i spojnih umetaka.
Za visokokvalitetno rezanje ramova na daljinu koriste se posebne pile opremljene mehanizmom kružne pile, mehanizmom za stezanje obratka i valjkastim stolovima za uvlačenje i mjerenje obratka.
Istovremeno sa montažom, odstojnici se pune molekularnim sitom (apsorberom vlage), koje apsorbira vlagu iz među staklenog prostora staklene jedinice.
Zbog upotrebe odvlaživača zraka, zrak unutar staklene jedinice gotovo je potpuno dehidriran, pa se mogućnost kondenzacije između stakala eliminira u cijelom rasponu normalnih radnih temperatura.
Zatrpavanje se vrši pomoću posebnih zapečaćenih konstrukcija, koje su jedan od obaveznih elemenata kompleksa opreme za proizvodnju prozora sa dvostrukim staklom.

Pranje stakla
U sljedećoj fazi proizvodnje prozora sa dvostrukim staklom, stakla se ispiru demineraliziranom vodom (provodljivosti manje od 20 mkeim / cm) u perilici četkom.
Staklo sa mekim premazom niske emisije treba prati samo posebno dizajniranim četkama sa određenom krutošću čekinja.
Pranje je kritična operacija koja uvelike određuje trajnost staklene jedinice, čije se dobro brtvljenje temelji na idealnom prianjanju gemeta na staklo.
Ručno pranje (brisanje) stakla se ne preporučuje, posebno uz upotrebu deterdženata. Nakon ručnog pranja, film masti ili drugih tvari ostaje na staklenoj površini, oku nevidljiv, ali dovodi do ljuštenja brtvila i, shodno tome, do smanjenja tlaka.

Primjena butila
U fazi III, poliizobutilen brtvilo se nanosi na unaprijed pripremljeni okvir staklene jedinice iz okvira odstojnika.
Nanošenje butilnog brtvila vrši se na temperaturi od 120-140 "C širine otprilike 3-4 mm pomoću butil ekstrudera. Sloj mora biti ujednačen, bez lomova, širine najmanje 3 mm, posebno u uglovima Osim toga, u uglovima se duž spojnih pukotina nanosi brtvilo.
U slučaju male količine proizvodnje ili popravke, što je izniman slučaj, primarno brtvljenje izolacijskih staklenih jedinica može se izvesti ručno. U tom se slučaju brtveni sloj nanosi u obliku tanke samoljepljive butilne trake.

Predmontiranje prozora sa dvostrukim staklom
U fazi IV, vrši se predmontiranje prozora sa dvostrukim staklom, u kojem se oprano staklo povezuje s okvirom odstojnika pomoću prethodno nanesenog butilnog brtvila.
Nakon toga se struktura šalje u prešu tako da se brtvilo nalazi u porama stakla.
Primjena sekundarnog brtvila
U završnoj fazi proizvodnje staklene jedinice na automatskoj opremi ili ručno nanosi se na završnu površinu staklene jedinice
U ovom članku ćemo vam reći o svim fazama izrade plastičnih prozora.
Nije tajna da svaka proizvodnja počinje kupovinom materijala i komponenti. Osim toga, potrebni su poluproizvodi. Stoga tehnologija proizvodnje plastičnih prozora, kao i svaka druga, započinje dolaznom inspekcijom.
Za sve komponente postoje odgovarajući. Dakle, brtve moraju biti u skladu s GOST 30778-2001, okovi - i profili koji se koriste za montažu prozora.
Što se tiče skladištenja materijala, treba ga skladištiti u zatvorenom prostoru pod normalnim uslovima. Izbjegavajte izravnu sunčevu svjetlost i ne skladištite u blizini uređaja za grijanje. Temperatura u proizvodnim radionicama ne smije biti niža od +18 stupnjeva, inače pri niskim temperaturama obrada PVC profila možda neće dati odgovarajući kvalitet.
Faze proizvodnje plastičnih prozora
Cijeli proces proizvodnje plastičnih prozora može se podijeliti u 11 faza.
Faza 1. U ovoj fazi, profil za ojačanje se reže. Da biste to učinili, upotrijebite pile za rezanje čelične armature s ugrađenim abrazivnim reznim kotačima. Alternativno, mogu se ugraditi diskovi za rezanje metala. Armaturni profil je izrezan pod pravim kutom. Burice nakon rezanja uklanjaju se na brusnom kolutu.
Faza 2. U drugoj fazi, PVC profil se reže. Rezanje se vrši pomoću dvoglavih ili jednoslojnih kosilica. Muljuni se režu pod uglom od 90 stepeni, uzimajući u obzir marginu do 6 mm po strani, u zavisnosti od sistema profila. Profili krila i sami okviri režu se pod kutom od 45 stupnjeva, uzimajući u obzir dopuštenje do 3 mm po strani za zavarivanje.
U procesu rezanja, osnovne površine profila pritisnute su uz okomiti graničnik i površinu stola. Za to se koriste stezaljke. Međutim, treba paziti da se izbjegne deformacija profila.
Faza 3. Nakon rezanja PVC profila, drenažni prozori se glodaju u donji profil kutije prozorskog bloka na glodalici sa završnim frezom. Promjer rezača ne smije biti veći od 5 mm. Također se može izvesti ručno pomoću električne bušilice sa posebno naoštrenom bušilicom promjera 5 mm. Za drenažne prozore obično ne prelazi 25 mm.
Faza 4. U ovoj fazi, PVC profili su ojačani. Ojačani profili se režu po dužini i ubacuju pomoću posebne mašine ili ručno pomoću ručne bušilice.
Faza 5. Nakon armiranja, buše se rupe i glodanje utora za okove na stroju za glodanje. Također, ako imate električni alat i posebne dodatke i pribor, to se može učiniti ručno.
Faza 6. Postupak glodanja krajeva imposta oblikovanim rezačima uz njihovu dalju montažu i ugradnju okova. Prije ugradnje, silikonski brtveni premaz nanosi se na krajeve imposta.
Faza 7. Profili se zavaruju na posebnom aparatu za zavarivanje. Temperatura zavarenog noža je oko 250 stepeni.
Faza 8. U osmoj fazi instaliraju se impost i. Sve se to radi ručno na montažnom stolu pomoću odvijača ili električne bušilice.
Faza 9. Nakon imposta i profila za podršku, brtveni profili se instaliraju. Ugradnja u utor počinje od sredine utora gornjih vodoravnih profila krila i okvira. Brtva se postavlja u jednu kontinuiranu konturu bez istezanja. Krajevi brtve su zalijepljeni od kraja do kraja drugim ljepilom od cijano-akrilata.
Faza 10. Priključni priključci. Za okretna krila ugrađena je glavna brava, šarke, kutni prekidači, srednje brave i dodatna srednja šarka. Za okvir su ugrađeni analozi mehanizma za zaključavanje i šarke. Za krilo s nagibom i okretanjem donja šarka ugrađena je na krilo, glavnu bravu i kutne prekidače. Ako je krilo usko, na njega se postavlja srednja brava na krilu i škare. Ako je krilo široko, tada donja srednja brava, srednja brava za krilo i škare. Gornje i donje šarke, udarni mehanizam za naginjanje i okretanje i udarne trake mehanizma za zaključavanje postavljeni su na okvir za spajanje.
Faza 11. Završna faza uključuje rezanje staklenog zrna i ugradnju staklene jedinice u profilni sistem (što je moguće čvršće!). Pažnja! Rezanje perlica treba biti vođicama. Kako bi se izbjeglo opuštanje, krilo sa staklenom jedinicom mora činiti krutu strukturu. Nakon što se staklene perle postave plastičnim čekićem, dio krila se odvodi. Prethodno podešavanje okova vrši se na postolju, a zatim na licu mjesta nakon postavljanja prozora.