Ako sa klasifikujú zvárané spoje a švy? Zváracie švy
Kovové zvárané spoje patria medzi hlavné spôsoby upevnenia konštrukcií používaných v každodennom živote a výrobe. Ide o veľmi spoľahlivý spôsob získania jediného dizajnu, ktorý je navyše relatívne lacný.
Väzby tohto typu vznikajú roztavením kovu v oblasti spoja a jeho následnou kryštalizáciou pri ochladzovaní. Ich kvalita závisí od správneho výberu prevádzkového režimu elektrického zváracieho stroja, elektródy a prieniku švu. Toto upravujú súčasné predpisy a normy. Označujú všetky typy zvarov, ako aj typy spojov a ich charakteristiky.
Mnohé kovy majú svoje vlastné charakteristiky zvárania, rôzne pracovné podmienky a požiadavky na upevnenie. Pre nich sa používajú vhodné typy elektrických zváraných spojov. Pri zváraní kovových prvkov sa používajú hlavné typy elektrických zváracích spojovacích prvkov, ktoré sú uvedené nižšie.
Klasifikácia
Zváracie spoje sú rozdelené do niekoľkých odrôd v závislosti od ich vlastností. Klasifikácia zvarov pokrýva celý rozsah ich použitia. Podľa vonkajších parametrov sú:
- konvexný typ (s výstužou);
- konkávne (oslabený dizajn);
- plochý typ (normálny).
Podľa typu prevedenia sa nachádzajú jednostranné, ako aj obojstranné, podľa počtu priechodov elektródou: jednopriechodové, dvojpriechodové. Okrem toho existujú jednovrstvové a dvojvrstvové metódy zvárania.
Podľa ich dĺžky sú stehy:
- jednostranné s prerušovaným stúpaním;
- pevné jednostranné;
- bodové (s kontaktným elektrickým zváraním);
- reťaz obojstranná;
- obojstranný šachovnicový vzor.
Rozdelenie podľa priestorovej polohy:
- horizontálne, nižšie;
- vertikálne, stropné;
- do člna;
- semi-horizontálny dizajn;
- polostropný typ;
- polovertikálne.
Podľa vektora sily:
- pozdĺžna (boková) – sila má vektor rovnobežný s prienikom;
- priečne - sila pôsobí kolmo;
- kombinovaný - typ čelného, ako aj boku;
- šikmý - náraz sa vyskytuje pod uhlom.

Podľa účelu a funkcie môžu byť prestupy pre elektrické zváranie odolné, ako aj odolné a tesné, hermeticky uzavreté. Podľa šírky sa rozlišujú na typ závitu, ktorý nepresahuje priemer tyče elektrickej zváracej elektródy, a rozšírený, vykonávaný oscilačnými pohybmi pri zváraní v priečnom smere.
Na zjednodušenie pochopenia klasifikácie a aplikácie určitých odrôd bola zostavená špeciálna tabuľka.

Všetky typy švíkov majú prísne označenia podľa GOST. Na výkresoch sa používajú špeciálne ikony, ktoré obsahujú úplné informácie o type upevnenia a spôsobe jeho vykonania. Pre tých, ktorí uvažujú o tom, že sa vážne zapoja do zváračských prác na profesionálnej úrovni, by si mali dodatočne preštudovať kresliace symboly zváraných spojovacích prvkov.
Druhy zvarov
V závislosti od použitého materiálu, hrúbky a konštrukčných prvkov sa používajú rôzne typy zvarov. K tomu je potrebné absolvovať potrebnú teoretickú prípravu. To vám umožní lepšie pochopiť špecifiká zváracích častí a vyhnúť sa chybám v práci. Začínajúci zvárači často dostatočne nezvárajú spojovacie oblasti, čo ovplyvňuje slabú mechanickú odolnosť spojov. Výberom správnych prevádzkových režimov a typov zvárania môžete získať zvarové švy dostatočnej pevnosti a kvality. Školenie zváračov pozostáva nielen z praktického školenia, ale aj z teoretickej prípravy so štúdiom požiadaviek, noriem a pravidiel, ako aj vrátane druhov používaných zvarových spojov a zariadení. Znalosť princípov používania určitých spojovacích prvkov na elektrické zváranie, techniky ich výroby, spoje budú veľmi pevné a odolné.
Zadok
Táto možnosť pripojenia je najpoužívanejšia spomedzi ostatných typov zvarov. Toto zváranie na tupo sa používa na koncové časti, rúry alebo plechové konštrukcie. Na jeho získanie sa vynaloží minimálne množstvo času, materiálu a úsilia. Tieto spoje na tupo majú určité švy. Na tenkých plechoch sa zváranie vykonáva bez skosenia hrán.
Výrobky s veľkou hrúbkou spojovacích častí vyžadujú predbežnú prípravu spojov, ktorá pozostáva z ich skosenia, aby sa zvýšila hĺbka prieniku zvárania. Je to potrebné, ak je hrúbka kovových výrobkov väčšia ako 8 mm a do 12 mm. Hrubšie časti musia byť spojené obojstranným zváraním s predbežným skosením hrán. Zváranie na tupo sa najčastejšie vykonáva na výrobkoch v horizontálnej rovine.

T-bar
Tieto typy elektrických zváracích spojov sa vyrábajú ako bežné písmeno „T“. Spájajú predmety rovnakej alebo rôznej hrúbky, ktorá určuje šírku zvarového švu. Okrem toho sa tieto typy používajú jednostranne alebo obojstranne, čo je ovplyvnené vlastnosťami upevnenia. Pri práci s kovovými prvkami rôznej hrúbky je elektróda držaná v naklonenej polohe pod uhlom asi 60 stupňov. Zvárací proces sa dá výrazne zjednodušiť použitím cvočkov, ako aj zváraním člnom. Táto metóda výrazne znižuje výskyt podrezania. T-zvar sa aplikuje v jednom zvarovom prechode. Okrem ručného oblúkového zvárania sú pre tento typ široko používané automatické elektrické zváracie stroje.

Prekrývanie
Táto metóda sa používa na zváranie plechu s hrúbkou do 12 mm. Plochy, ktoré sa majú spojiť, sú prekryté a zvarené pozdĺž spojov na oboch stranách. Nedovoľte, aby sa do vnútra zváranej konštrukcie dostala vlhkosť. Na posilnenie väzby sa po obvode vykonáva plné zváranie.
Pri tomto zváraní dochádza k vytvoreniu spojovacieho spoja medzi koncom jedného výrobku a povrchom druhého. Pri tomto type zvarových švov a spojov sa zvyšuje spotreba materiálov, s čím je potrebné vopred počítať. Pred začatím práce by ste mali zarovnať štruktúry plechov a zabezpečiť, aby boli dobre stlačené.

Rohový
Tieto spojenia zahŕňajú upevnenia prvkov vytvorených navzájom pod určitým uhlom. Vyznačujú sa použitím predbežných úkosov na zabezpečenie najlepšieho prieniku zvaru. Tým sa zvýši hĺbka zvarového spoja, čo zvýši spoľahlivosť konštrukcie. Na zvýšenie pevnosti sa používa obojstranné zváranie kovových výrobkov, zatiaľ čo medzery v spojených okrajoch nie sú povolené. Tieto typy elektrických zvarov sa vyznačujú zvýšeným využitím objemu naneseného kovu.

Strop
Zváranie stropným švom, ktorého šev je umiestnený nad zváračkou, je jedným z najťažších typov elektrických zváracích prác. Aplikuje sa prerušovaným zváraním pri nízkom elektrickom prúde. Vertikálne a stropné spojenia sú veľmi ťažké, takže nie všetci zvárači ich dokážu vykonávať dostatočne kvalitne. Používajú sa na miestach, kde nie je možné meniť polohu zváraných konštrukcií. Sú to rúry, rôzne kovové konštrukcie, ako aj stropné nosníky a kanály na staveniskách. Špecifiká vytvárania stropných švov, ktorých video vysvetlí nuansy, je možné zvládnuť neustálym cvičením.

Geometria zvaru
Po preštudovaní mnohých typov a metód získavania spojov zváraním je potrebné zoznámiť sa s geometriou spojov, s ktorou vám pomôžu fotografie zvarových švov.
Medzi hlavné parametre švového spoja patrí jeho šírka - e, hrúbka zvárania - c, konvexnosť - q, medzera - b, hĺbka zvárania - h a hrúbka zváraného materiálu - S.
Pre rohové spoje sa používajú tieto označenia: konvexnosť - q, hrúbka - a, noha - k a konštrukčná výška - p.
Rôzne spôsoby nanášania zvarov, ich početné typy, ako aj parametre pripravených hrán ovplyvňujú objem použitia nanesených a základných kovov. Jeho množstvo sa môže výrazne líšiť, keď sa zmenia vypočítané hodnoty.
Typy zvarových spojov sa vyznačujú tvarovým koeficientom, ktorý sa vypočíta ako pomer šírky k hrúbke spoja švu. Pre zapínanie na tupo je tento parameter v rozmedzí 1,2-2 (hraničné hodnoty 0,8-4). Koeficient konvexnosti sa vypočíta ako pomer šírky ku konvexnosti, ktorej hodnota by mala byť od 0,8 do 4.
Zváranie kovových materiálov pod určitým uhlom voči sebe vyžaduje presné dodržanie geometrie švu. Spoľahlivosť spojenia, ako aj jeho životnosť pri používaní priamo závisí od kvality zvárania a dodržiavania požadovaných parametrov.

Typy kontroly
Ďalšia prevádzka konštrukcie závisí od kvalitného vyhotovenia elektrického zváraného upevnenia. Rôzne chyby výrazne znižujú pevnosť a skracujú dobu používania výrobku. Na predchádzanie defektom, ako aj na predchádzanie núdzovým situáciám sa používajú rôzne druhy kontroly zvarov. Patrí medzi ne vonkajšia kontrola, ktorá dokáže vizuálne určiť porušenia, ich typy, ako aj použitie špeciálneho zariadenia na určenie skrytých chýb zvarov.
Spôsoby ovládania sa delia na nezničiteľné a zničiteľné. Pri použití prvej metódy sa určuje pevnosť zvarového spoja bez zmeny jeho vzhľadu alebo parametrov. Zničiteľné metódy sa používajú na hromadnú výrobu konštrukcií pomocou rovnakého typu elektrického zvárania. To umožňuje presne odhaliť vnútorné chyby zvarových spojov.
Stiahnite si GOST
Zvarové spoje a švy sú klasifikované podľa týchto hlavných charakteristík:
- typ pripojenia;
- poloha, v ktorej sa vykonáva zváranie;
- konfigurácia a dĺžka;
- typ použitého zvárania;
- spôsob držania roztaveného zvarového kovu;
- počet vrstiev;
- materiál používaný na zváranie;
- umiestnenie častí, ktoré sa majú zvárať, voči sebe navzájom;
- sila pôsobiaca na šev;
- objem uloženého kovu;
- tvar zváranej konštrukcie;
- tvar pripravených hrán na zváranie
V závislosti od typu spojenia môžu byť zvary tupé a rohové. Na základe ich umiestnenia v priestore sú švy zvarových spojov rozdelené na spodné, vertikálne, horizontálne a stropné. Výstup švu zo stropnej polohy do vertikálnej polohy pri zváraní valcových výrobkov sa nazýva polostropná poloha.
Podľa konfigurácie môžu byť švy zváraných spojov rovné, kruhové, vertikálne a horizontálne. Podľa dĺžky sa švy delia na súvislé a prerušované. Pevné švy sa zase delia na krátke, stredné a dlhé.
Podľa typu zvárania sa švy zvarových spojov delia na:
- švy oblúkového zvárania
- automatické a poloautomatické zváranie pod tavivom
- Zváracie švy v ochrannej atmosfére plynu
- elektrotroskové zvarové švy
- elektrické nitované švy
- kontaktné elektrické zváracie švy
- spájkované švy
Podľa spôsobu držania roztaveného kovu sú švy zváraných spojov rozdelené na švy vyrobené bez obloženia a vankúšov; na snímateľných a zvyšných oceľových obloženiach: meď, tavivo-meď. keramické a azbestové obklady, ako aj tavivové a plynové vankúše. V závislosti od toho, na ktorej strane je steh aplikovaný, existujú jednostranné a obojstranné stehy.
Podľa materiálu použitého na zváranie sú švy zvarových spojov rozdelené na spoje uhlíkových a legovaných ocelí; zvary spájajúce neželezné kovy; bimetalové spojovacie švy; švy spájajúce vinylový plast a polyetylén.
Podľa umiestnenia častí, ktoré sa majú zvárať voči sebe, môžu byť švy zvarových spojov v ostrom alebo tupom uhle, v pravom uhle a tiež umiestnené v rovnakej rovine.
Na základe objemu uloženého kovu sa rozlišujú normálne, oslabené a zosilnené zvary.
Podľa tvaru zváranej konštrukcie sa švy zvarových spojov zhotovujú na plochých a guľových konštrukciách a podľa umiestnenia na výrobku sú švy pozdĺžne a priečne.
Zvárané spoje sú trvalé spoje vytvorené zváraním. Môžu to byť zadok, roh, lap, odpalisko a koniec (obr. 1).
Tupý spoj je spojenie dvoch častí s ich koncami umiestnenými v rovnakej rovine alebo na rovnakom povrchu. Hrúbka zvarových plôch môže byť rovnaká alebo navzájom odlišná. V praxi sa tupé spoje najčastejšie používajú pri zváraní potrubí a rôznych nádrží.
Roh - zvárané spojenie dvoch prvkov umiestnených pod uhlom voči sebe a zváraných na spoji ich okrajov. Takéto zvárané spoje majú široké využitie v stavebnej praxi.
Prekrývajúci sa zváraný spoj zahŕňa superpozíciu jedného prvku na druhý v rovnakej rovine s čiastočným vzájomným prekrytím. Takéto spojenia sa najčastejšie nachádzajú pri stavebných a inštalačných prácach, pri výstavbe fariem, nádrží atď.
T-spoj je spoj, v ktorom je koniec iného spoja pripevnený k rovine jedného prvku pod určitým uhlom.
Zváracie švy
Úsek zvarového spoja vytvorený ako výsledok kryštalizácie roztaveného kovu sa nazýva zvarový šev. Na rozdiel od spojov sú zvary tupé a rohové (obr. 2).
Tupý zvar je zvar v tupom spoji. Kút je zvar rohových, preplátovaných a T-spojov.
Zváracie švy sa vyznačujú počtom prekrývacích vrstiev, ich orientáciou v priestore, dĺžkou atď. Takže, ak šev úplne pokrýva spoj, potom sa to nazýva kontinuálne. Ak sa šev pretrhne v rámci jedného spoja, nazýva sa to prerušované. Typ prerušovaného zvaru je bodový zvar, ktorý sa používa na vzájomné upevnenie prvkov pred zváraním. Ak sú zvarové švy umiestnené jeden na druhom, potom sa takéto švy nazývajú viacvrstvové.
Podľa tvaru vonkajšieho povrchu môžu byť zvary ploché, konkávne alebo konvexné. Tvar zvaru ovplyvňuje jeho fyzikálne a mechanické vlastnosti a spotrebu elektródového kovu spojenú s jeho tvorbou. Najhospodárnejšie sú ploché a konkávne zvary, ktoré navyše lepšie fungujú pri dynamickom zaťažení, keďže nedochádza k ostrému prechodu od základného kovu k zvaru. Nadmerné pretečenie konvexných zvarov vedie k nadmernej spotrebe kovu elektródy a prudký prechod od základného kovu k zvaru pri sústredenom namáhaní môže spôsobiť poruchu spoja. Preto sa pri výrobe kritických konštrukcií konvexnosť na švíkoch odstraňuje mechanicky (rezáky, brúsne kotúče atď.).
Zváracie švy sa vyznačujú svojou polohou v priestore. Ide o spodné, horizontálne, vertikálne a stropné švy.
Prvky geometrického tvaru prípravy hrán na zváranie
Prvky geometrického tvaru prípravy hrán na zváranie (obr. 3, a) sú: uhol rezu hrany α; medzera medzi spojenými okrajmi a; otupenie hrán S; dĺžka skosenia plechu L v prítomnosti rozdielu v hrúbke kovu; posunutie hrán voči sebe navzájom δ.
Uhol rezu hrán sa vykonáva, keď je hrúbka kovu väčšia ako 3 mm, pretože jeho neprítomnosť (rezanie hrán) môže viesť k nedostatočnej penetrácii pozdĺž prierezu zvarového spoja, ako aj k prehriatiu a vyhoreniu. z kovu; Pri absencii rezných hrán na zabezpečenie prieniku sa elektrická zváračka vždy snaží zvýšiť hodnotu zváracieho prúdu.
Drážkovanie hrán umožňuje vykonávať zváranie v samostatných vrstvách malého prierezu, čo zlepšuje štruktúru zvarového spoja a znižuje výskyt zváracích napätí a deformácií.
Medzera, správne nastavená pred zváraním, umožňuje úplné preniknutie pozdĺž prierezu spoja pri nanášaní prvej (koreňovej) vrstvy švu, ak je zvolený vhodný režim zvárania.
Dĺžka skosenia plechu reguluje plynulý prechod z hrubého zváraného dielu na tenší, čím sa eliminujú koncentrátory napätia v zváraných konštrukciách.
Tupenie hrán sa vykonáva, aby sa zabezpečilo stabilné vedenie procesu zvárania pri vykonávaní koreňovej vrstvy zvaru. Nedostatok otupenia prispieva k tvorbe popálenín počas zvárania.
Posunutie hrán zhoršuje pevnostné vlastnosti zvarového spoja a prispieva k vzniku nedostatku tavenia a koncentrácie napätia. GOST 5264-69 umožňuje vzájomné posunutie zváraných hrán až do 10% hrúbky kovu, ale nie viac ako 3 mm.
Geometria a klasifikácia zvarov
Prvky geometrického tvaru zvaru sú: pre tupé spoje - šírka švu „b“, výška švu „h“, pre T-spoj, rohové a prekrývajúce sa spoje - šírka švu „b“, výška švu „h“ a šev noha „K“ (obr. 3, b).
Zvary sú klasifikované podľa počtu uložených guľôčok - jednovrstvové a viacvrstvové (obr. 4, a); podľa umiestnenia v priestore - spodné, horizontálne, vertikálne a stropné (obr. 4, b); vo vzťahu k silám prúdu na švíkoch - bok, predný (koniec) (obr. 4, c); v smere - priamočiarom, kruhovom, vertikálnom a horizontálnom (obr. 4, d).
Vlastnosti zvaru
Ukazovatele kvality zvarových spojov sú ovplyvnené mnohými faktormi, medzi ktoré patrí zvariteľnosť kovov, ich citlivosť na tepelné vplyvy, oxidácia atď. Preto, aby sa zabezpečilo, že zvarové spoje budú spĺňať určité prevádzkové podmienky, mali by sa tieto kritériá zohľadniť.
Zvárateľnosť kovov určuje schopnosť jednotlivých kovov alebo ich zliatin vytvárať pri vhodnom technologickom spracovaní zlúčeniny, ktoré spĺňajú stanovené parametre. Tento ukazovateľ je ovplyvnený fyzikálnymi a chemickými vlastnosťami kovov, štruktúrou ich kryštálovej mriežky, prítomnosťou nečistôt, stupňom legovania atď. Zvárateľnosť môže byť fyzikálna a technologická.
Fyzikálna zvárateľnosť sa chápe ako vlastnosť materiálu alebo jeho zloženia vytvárať monolitickú zlúčeninu so stabilnou chemickou väzbou. Takmer všetky čisté kovy, ich technické zliatiny a množstvo kombinácií kovov s nekovmi majú fyzikálnu zvárateľnosť.
Technologická zvárateľnosť materiálu zahŕňa jeho reakciu na proces zvárania a schopnosť vytvoriť spoj, ktorý spĺňa stanovené parametre.
Zdravím vás, milí čitatelia. V dnešnom článku vám povieme o hlavných typoch zvárané spoje a švy. Mnohí špecialisti na zváranie nazývajú tieto spojenia zvárané, niektorí ich nazývajú zváranie, hoci to nemení význam.
V tomto článku budú tiež spomenuté inak, v závislosti od obratu fráz, ale pamätajte: zvárané a zvárané vo vzťahu k spojom a švom sú to isté.
Zvarové spoje a švy sú klasifikované podľa niekoľkých kritérií
Existuje niekoľko typov zvarov v závislosti od milý spojenia:
- - šev na tupo
- - T-kĺbový šev
- - brušný kĺbový šev
- - rohový spojovací šev
Tupý kĺb
Tupý spoj je spojenie medzi dvoma plechmi alebo rúrkami na ich koncových plochách. Toto spojenie je najbežnejšie z dôvodu nižšej spotreby kovu a času zvárania.
Tupý spoj môže byť v závislosti od umiestnenia švu:
- - Jednostranné
- - Obojstranný
Príprava spoja na zváranie v závislosti od hrúbky zváraných výrobkov:
- - Bez skosených hrán
- - So skosenými hranami

Jednostranné spojenie bez skosených hrán zahŕňa zváranie plechov do hrúbky 4 mm (s výnimkou procesu Laser Hybrid Weld). Pri zváraní hrúbok do 8 mm sa odporúča vykonať obojstranné spojenie neskosených hrán. V oboch prípadoch, aby sa zabezpečil kvalitný prienik, je potrebné pri spájaní plechov na zváranie urobiť malú medzeru, asi 1-2 mm.
Odporúča sa skosiť hrany jednostranného zvarového spoja s hrúbkami od 4 do 25 mm. Najpopulárnejšie je skosenie typu V. Menej obľúbené, ale tiež používané sú jednostranné hranové úkosy a úkosy typu U. Aby sa predišlo možnosti popálenia, okraje sú vo všetkých prípadoch mierne zmatnené.
Pri hrúbkach 12 mm a viac sa pri zváraní na oboch stranách odporúča použiť drážku v tvare X, ktorá má oproti drážke v tvare V množstvo výhod. Tieto výhody spočívajú v znížení objemu kovu potrebného na vyplnenie drážky (takmer 2-krát) a zodpovedajúcom zvýšení rýchlosti zvárania a úspore zváracích materiálov.
T-kĺb
T-spoj pozostáva z dvoch listov papiera, keď je medzi nimi vytvorený spoj v tvare písmena „T“. Rovnako ako pri tupých spojoch, v závislosti od hrúbky kovu sa zváranie vykonáva na jednej alebo oboch stranách, s drážkou alebo bez nej. Hlavné typy T-zvarových spojov sú znázornené na obrázku.

- 1. Pri zváraní T-spoju tenkého kovu na hrubší kov je potrebné, aby uhol sklonu elektródy alebo zváracieho horáka bol asi 60° k hrubšiemu kovu. Ako je ukázané nižšie:

- 2. Zváranie T-spoja (a rohového spoja v rovnakom rozsahu) je možné výrazne zjednodušiť jeho umiestnením na zváranie „v lodi“. To umožňuje vykonávať zváranie prevažne v spodnej polohe, čím sa zvyšuje rýchlosť zvárania a znižuje sa pravdepodobnosť podrezania, ktoré je veľmi častou chybou v T-zvarových spojoch, spolu s nedostatkom tavenia. V niektorých prípadoch jeden prechod nebude stačiť, takže na vyplnenie škár je potrebné kmitanie horáka.
Zváranie na lodi sa používa aj pri automatickom a robotizovanom zváraní, kde sa výrobok nakláňa pomocou špeciálneho naklápača do polohy potrebnej na zváranie.

- 3. V súčasnosti existujú špeciálne procesy zvárania pre zvýšenú penetráciu. Pomocou nich môžete dosiahnuť jednostranné zváranie dosť hrubého kovu so zaručeným prienikom a vytvorením obrátenej húsenice na druhej strane. Viac informácií o procese zvárania Rapid Weld nájdete. O zváracom zariadení na jednostranné zváranie T-zvaru s reverzným zváraním lemu sa dozviete v sekcii
Lap kĺb
Tento typ spojenia sa odporúča pre zváranie plechov do hrúbky 10 mm, pričom plechy musia byť zvarené obojstranne. Deje sa tak tak, aby sa medzi ne nemohla dostať vlhkosť. Pretože v tejto súvislosti existujú dva zvary, čas na zváranie a prídavné zváracie materiály sa zodpovedajúcim spôsobom zvyšujú.
Gusset
Rohový zvarový spoj je typ spojenia medzi dvoma kovovými plechmi umiestnenými v pravých alebo iných uhloch navzájom. Tieto spojenia môžu byť tiež so skosenými hranami alebo bez nich, v závislosti od hrúbky. Niekedy sa rohový spoj zvára aj zvnútra.
Klasifikácia podľa iných kritérií
Zvarové spoje a švy sa klasifikujú aj podľa iných kritérií.
Typy spojení podľa stupňa konvexnosti:
- - normálne
- - konvexný
- - konkávny
Konvexnosť švu závisí od použitých zváracích materiálov a od režimov zvárania. Napríklad pri dlhom oblúku je šev plochý a široký a naopak, pri zváraní krátkym oblúkom je šev užší a konvexnejší. Stupeň konvexnosti ovplyvňuje aj rýchlosť zvárania a šírka hrán.
Typy spojení podľa polohy v priestore:
- - nižší
- - vodorovný
- - vertikálny
- - strop

Najoptimálnejšia poloha pre zváranie je spodná poloha švu. Preto by sa to malo brať do úvahy pri navrhovaní výrobku a navrhovaní technológie procesu zvárania. Zváranie v spodnej polohe podporuje vysokú produktivitu a je najjednoduchším procesom na získanie vysokokvalitného zvaru.
Horizontálna a vertikálna poloha zváraného spoja vyžaduje pokročilú kvalifikáciu zvárača a poloha stropu je najnáročnejšia a najnebezpečnejšia.
Typy zvarových spojov podľa rozsahu:
- - pevné (kontinuálne)
- - prerušovaný
Prerušované zvary sa používajú v spojoch, kde sa nevyžaduje tesnosť.
Dúfam, že vám tieto informácie o typoch zvarov a spojov budú užitočné a pomôžu vám zvýšiť kvalitu a produktivitu vašich zváraných konštrukcií vo vašom návrhu. Prispeje tiež k tomu, aby bol samotný proces zvárania bezpečný a optimálny. Ďakujem za pozornosť, prečítajte si aj ďalšie články.
© Smart Technics
Na trvalé spojenie kovových častí navzájom zváraním sa používajú rôzne druhy zváraných spojov.
Trvalé spojenie dielov vyrobených z kovových polotovarov a získaných roztavením ich okrajov elektrickým oblúkom alebo plynom. Súčasne sa ukladá ďalší kov, ktorým môže byť roztavená elektróda alebo tyč špeciálne dodávaná do vykurovacej zóny. V dôsledku týchto manipulácií sa na spoji obrobkov vytvorí zvarový šev.
Na spájanie kovových častí sa používajú rôzne druhy zvárania. Zoznam zváracích technológií je pomerne veľký, ale medzi hlavné typy patria:
- elektrický oblúk;
- plynový plameň;
- plazma;
- laser a mnoho ďalších.
Hlavné typy zvarových spojov
Všetky otázky súvisiace so zváraním sú tak či onak štandardizované. Jedným zo základných dokumentov je GOST 2601-92. Tento dokument normalizuje pojmy a základné pojmy v oblasti zvárania. Ten istý dokument definuje aj hlavné typy spojení pomocou zvárania. Tie obsahujú:
Zadok
Konce tesne priliehajú k sebe. Ide o široko používaný typ spojenia, ktorý je možné získať pomocou rôznych technológií zvárania. Tupé zvary majú oproti iným rad výhod - vysokú rýchlosť práce a tomu zodpovedajúcu vysokú produktivitu vykonávanej práce. Minimálna spotreba materiálu. Vysoká pevnosť zvarového spoja sa samozrejme dosahuje pri plnom súlade so všetkými technologickými normami a pravidlami. Použitie tupého spoja si však vyžaduje predbežnú prípravu hrán, to znamená pripraviť skosenie, okrem toho je potrebné zabezpečiť presnosť inštalácie obrobkov.
Tento typ sa používa na spájanie plechov, rúr a dlhých výrobkov.
Prekrývanie
Pri tomto spôsobe montáže sú obrobky umiestnené tak, že ich roviny sú navzájom rovnobežné a zároveň sa čiastočne prekrývajú. Spojenia tohto typu sa najčastejšie používajú pri vykonávaní bodového a odporového zvárania. V ostatných prípadoch sa pri zhotovovaní takéhoto zvaru neoprávnene zvyšuje spotreba samotného kovu a elektród. Pri vytváraní spoja s prekrytím nie je potrebné predrezať okraje. V každom prípade sa však listy musia rezať pomocou špeciálneho zariadenia, napríklad mechanických nožníc. Aby sa predišlo korózii, ktorá sa môže vyskytnúť medzi plechmi, odporúča sa takéto spojenie zvariť po celej dĺžke.
Takéto upevnenie obrobkov sa odporúča použiť, ak ich hrúbka nepresahuje 10 mm.
Hranatá
Obrobky sú umiestnené voči sebe pod určitým uhlom a šev leží v mieste ich kontaktu.
Rohové spoje môžu byť jednostranné alebo obojstranné. Používajú sa pri spájaní dielov z plechu, tvarových výrobkov a rúr. Uhol môže byť odlišný, všetko závisí od účelu konštrukcie. Miernou komplikáciou je, že je potrebné orezať okraje susedného obrobku.
Tavrovoe
Koniec jedného obrobku susedí s rovinou druhého, najčastejšie v pravom uhle.
Diel inštalovaný vertikálne musí mať zrezanú hranu. Tým je zaistená susednosť jednej časti s druhou. Mimochodom, pri príprave na zváranie môže byť v závislosti od hrúbky potrebné predbežné rezanie okraja. Ak je kov dosť hrubý, napríklad nad 20 mm, potom sa musí skosenie odstrániť z oboch strán obrobku. Tento prístup zabezpečí penetráciu spojenia.
Tortsovoye
Ide o formu spájania povrchov, pri ktorej okraje zváraných obrobkov priliehajú k sebe a výsledná časť pripomína prierez sendviča.
Spoje vyrobené zváraním sa rozšírili v priemysle a stavebníctve. Zváranie sa široko používa na výmenu kovaných a odlievaných dielov.

Technologické vlastnosti zváračských prác
Každá práca má svoje tajomstvá, ktoré z väčšej časti vlastnia profesionáli, a zváranie nie je výnimkou. Napríklad pri vytváraní T-spoju pozostávajúceho z plechov rôznych hrúbok by mal byť držiak elektródy inštalovaný tak, aby uhol medzi ním a hrubým plechom bol 60 stupňov.
Ďalšou črtou konštrukcie typu T je, že listy sú inštalované v „člne“, to znamená, že uhol medzi obrobkom a horizontálnou rovinou by mal byť 45 stupňov. Pri tejto forme inštalácie obrobkov môže byť elektróda inštalovaná striktne vertikálne. V dôsledku toho sa zvyšuje rýchlosť zvárania a znižuje sa pravdepodobnosť defektov, ako je podrezanie, mimochodom, toto je najčastejšia chyba zvaru v tvare T. V závislosti od hrúbky kovu môže byť potrebné vykonať niekoľko prechodov elektródou. Zváranie lodí sa používa pri použití automatického zvárania.
Klasifikácia podľa miesta pripojenia
Okrem vyššie uvedených kvalifikácií môžu byť zvary klasifikované podľa iných charakteristík. Jedným z nich je stupeň konvexnosti.
Zvary možno rozdeliť na:
- normálne;
- konvexné;
- konkávne.
Tento parameter do značnej miery závisí od parametrov zváracích materiálov a režimov zváracieho stroja. Ak sa pri zváraní použije dlhý oblúk, šev bude hladký a široký. Pri použití krátkeho oblúka sa šírka švu zmenší a stane sa konvexným. Netreba zabúdať, že na kvalitu a geometriu švu má veľký vplyv rýchlosť pohybu elektródy a samozrejme aj tvar a rozmery rezu hrany.

Zvary možno klasifikovať podľa ich polohy v priestore. To znamená, že môžu byť umiestnené - pod, vertikálne a na strope.
Optimálne umiestnenie zvarového švu sa považuje za nižšie. Tento typ švu sa odporúča použiť pri vývoji pracovnej dokumentácie pre výrobky. Zvárač pri spracovaní spodného švu stojí na ňom a dokonale vidí pohyb elektródy aj proces tvorby švu.
Vertikálne alebo stropné zvary môžu vykonávať len zvárači s určitou kvalifikáciou. Stropné umiestnenie švu je najnáročnejšia a najnebezpečnejšia práca.
Kvalifikácia zvarových spojov podľa dĺžky
Trvalé spojenia získané zváraním možno rozdeliť na spojité a prerušované. Prvé sa vykonávajú tam, kde je potrebné zabezpečiť tesnosť spoja alebo kde z dôvodu požiadaviek na pevnosť nie je možné použiť druhú možnosť (prerušovaná)
Normatívna základňa
Zváracie spoje možno klasifikovať podľa rôznych parametrov - geometria švu, typ spojenia a mnoho ďalších. Pri navrhovaní výrobku, v ktorom budú použité zvarové švy, sa musí dizajnér v prvom rade riadiť výsledkami pevnostných výpočtov. A až potom vyberte spôsob spájania obrobkov.
Pri svojej práci sa dizajnéri a výrobcovia musia riadiť nasledujúcimi dokumentmi:
- GOST 2601-84;
- GOST5264;
- GOST15878;
- GOST 15164.
Na základe údajov z týchto regulačných dokumentov je potrebné určiť geometriu švu a typ zvárania. Až potom by sa mali v prípade potreby stanoviť kritériá pre oddelenie okrajov. V poslednej fáze sa určia prípustné a maximálne odchýlky rozmerov švu.
Chyby pri zváraní
Zváračské práce sa považujú za obzvlášť zodpovedné. A to je pochopiteľné. Zváranie sa používa aj pri výrobe tlakových nádob, potrubí a kotlov. A od kvality pripojenia závisí výkon a čo je najdôležitejšie, bezpečnosť zariadenia. Takmer všetky priemyselné odvetvia a staveniská. Tam, kde sa používa zváranie, sa používajú rôzne metódy kontroly kvality. V súlade s požiadavkami GOST 3242-79 je k dispozícii niekoľko kontrolných metód na monitorovanie zváraných spojov. Medzi nimi sú:
- Vizuálne, používa sa pri monitorovaní nepodstatných spojení.
- Ultrazvuk - používa sa na ovládanie rôznych typov spojení.
Pri obzvlášť kritických, napríklad na mostných konštrukciách alebo vysokotlakových potrubiach, musí zvárač zanechať osobnú pečať.
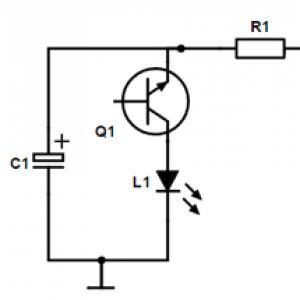
Trvalé spojenie, ktoré bolo vytvorené zváraním, sa nazýva zvárané. Pozostáva z niekoľkých zón:
Zóny zváraného spoja: 1 - zváraný šev; 2 - fúzia; 3 - tepelný vplyv; 4 - základný kov
- zvarový šev;
— fúzia;
— tepelný vplyv;
- Základný kov.
Podľa dĺžky sú zvárané spoje:
— krátke (250-300 mm);
- stredná (300-1000 mm);
— dlhé (viac ako 1000 mm).
V závislosti od dĺžky zvaru sa volí spôsob jeho vyhotovenia. Pri krátkych spojoch prebieha šev jedným smerom od začiatku do konca; pre stredné časti je typické aplikovať šev v samostatných častiach a jeho dĺžka by mala byť taká, aby na dokončenie stačil celý počet elektród (dve, tri); dlhé spoje sa zvárajú pomocou metódy obráteného kroku diskutovaného vyššie.


Podľa typu sú zvárané spoje rozdelené na:
1. Zadok. Toto sú najbežnejšie spoje používané pri rôznych metódach zvárania. Sú preferované, pretože sa vyznačujú najnižšími vnútornými napätiami a deformáciami. Plechové konštrukcie sa spravidla zvárajú pomocou tupých spojov.
Hlavné výhody tohto spojenia, na ktoré sa dá počítať pri starostlivej príprave a úprave hrán (v dôsledku otupenia hrán sa zabráni prepáleniu a vytekaniu kovu pri procese zvárania a zachovanie ich rovnobežnosti zaisťuje vysokokvalitný, jednotný šev), sú tieto:
— minimálna spotreba základného a uloženého kovu;
— najkratší čas potrebný na zváranie;
— hotové spojenie môže byť rovnako pevné ako základný kov.
V závislosti od hrúbky kovu môžu byť hrany pri oblúkovom zváraní rezané v rôznych uhloch k povrchu:
- v pravom uhle, ak spájate oceľové plechy s hrúbkou 4-8 mm. Súčasne medzi nimi zostáva medzera 1-2 mm, čo uľahčuje zváranie spodných častí okrajov;
- v pravom uhle, ak je kov s hrúbkou do 3 a do 8 mm spojený pomocou jednostranného alebo obojstranného zvárania;
— s jednostranným skosením hrán (v tvare V), ak je hrúbka kovu od 4 do 26 mm;
- s obojstranným skosením (v tvare X), ak majú plechy hrúbku 12 - 40 mm a táto metóda je ekonomickejšia ako predchádzajúca, pretože množstvo uloženého kovu sa zníži takmer dvakrát. To znamená úsporu elektród a energie. Okrem toho sú obojstranné úkosy menej náchylné na deformáciu a napätie počas zvárania;
— uhol skosenia je možné zmenšiť zo 60° na 45°, ak zvárate plechy s hrúbkou nad 20 mm, čím sa zníži objem naneseného kovu a ušetrí sa elektróda. Prítomnosť medzery 4 mm medzi okrajmi zabezpečí potrebnú penetráciu kovu.
Pri zváraní kovu rôznych hrúbok je okraj hrubšieho materiálu skosený silnejšie. Pri veľkých hrúbkach dielov alebo plechov spojených oblúkovým zváraním sa používa príprava hrán v tvare pohára a pri hrúbke 20 - 50 mm sa vykonáva jednostranná príprava a pri hrúbke viac ako 50 mm obojstranná. vykonáva sa jednostranná príprava.
Vyššie uvedené je jasne uvedené v tabuľke.



2. Prekrývanie, najčastejšie používané pri oblúkovom zváraní konštrukcií, ktorých hrúbka kovu je 10-12 mm. To, čo odlišuje túto možnosť od predchádzajúceho spojenia, je, že nie je potrebné špeciálne pripravovať okraje - stačí ich odrezať. Aj keď montáž a príprava kovu na preplátovaný spoj nie je až taká zaťažujúca, treba počítať s tým, že spotreba základného a ukladaného kovu sa oproti tupým spojom zvyšuje. Kvôli spoľahlivosti a kvôli zabráneniu korózie v dôsledku prenikania vlhkosti medzi plechy sú takéto spoje zvarené na oboch stranách. Existujú typy zvárania, kde sa táto možnosť používa výlučne, najmä pri bodovom kontakte a zváraní valčekom.
3. T-tyče, široko používané pri oblúkovom zváraní. Pri nich sú hrany jednostranne alebo obojstranne skosené alebo sa úplne vynechajú bez skosenia. Špeciálne požiadavky sú kladené len na prípravu zvislého plechu, ktorý musí mať rovnako orezaný okraj. Pre jednostranné a obojstranné úkosy poskytujú okraje vertikálneho plechu medzeru 2-3 mm medzi vertikálnou a horizontálnou rovinou, aby sa zvislý plech zvaril na jeho plnú hrúbku. Jednostranné skosenie sa vykonáva, keď je dizajn výrobku taký, že nie je možné ho zvárať na oboch stranách.
4. Uhlové, v ktorých sú konštrukčné prvky alebo časti kombinované pod jedným alebo druhým uhlom a zvarené pozdĺž okrajov, ktoré musia byť vopred pripravené. Podobné spojenia nachádzame pri výrobe nádob na kvapaliny alebo plyny, ktoré sú v nich obsiahnuté pod nízkym vnútorným tlakom. Rohové spoje je možné zvárať aj zvnútra na zvýšenie pevnosti.
5. Štrbinové, ktoré sa používajú v prípadoch, keď brušný šev bežnej dĺžky neposkytuje potrebnú pevnosť. Existujú dva typy takýchto spojení - otvorené a zatvorené. Štrbina je vyrobená rezaním kyslíkom.
6. Koniec (strana), v ktorom sú plechy umiestnené jeden na druhom a na koncoch zvarené.
7. S presahmi. Na vytvorenie takéhoto spojenia sa plechy spoja a spoj sa prekryje prekrytím, čo samozrejme znamená dodatočnú spotrebu kovu. Preto sa táto metóda používa v prípadoch, keď nie je možné vykonať tupý alebo prekrývací zvar.
8. S elektrickými nitmi. Toto spojenie je silné, ale nie dostatočne tesné. Na tento účel sa vrchný list vyvŕta a výsledný otvor sa zvarí tak, aby zachytil aj spodný list. Ak kov nie je príliš hrubý, vŕtanie nie je potrebné. Napríklad pri automatickom zváraní pod tavivom sa horná vrstva jednoducho roztaví zváracím oblúkom.
Konštrukčný prvok zvarového spoja, ktorý sa pri jeho vykonávaní vytvára v dôsledku kryštalizácie roztaveného kovu pozdĺž línie pohybu zdroja vykurovania, sa nazýva zvar. Prvky jeho geometrického tvaru sú:

— šírka (b);
— výška (n);
— veľkosť nohy (K) pre roh, presah a T-kĺby.
Klasifikácia zvarov je založená na rôznych charakteristikách, ktoré sú uvedené nižšie. 1. Podľa typu pripojenia:
- zadok;
- hranatý.

Kútové zvary sa praktizujú pre niektoré typy zvarových spojov, najmä preplátované, tupé, rohové a prekryté spoje. Strany takéhoto švu sa nazývajú nohy (k), zóna ABCD na obr. 33 znázorňuje stupeň konvexnosti švu a neberie sa do úvahy pri výpočte pevnosti zvarového spoja. Pri jej vykonávaní je potrebné, aby nohy boli rovnaké a uhol medzi stranami OD a BD bol 45 °.
2. Podľa typu zvárania:
— švy oblúkového zvárania;
— švy automatického a poloautomatického zvárania pod tavivom;
— oblúkové zváracie švy chránené plynom;
— elektrotroskové zvarové švy;
— kontaktné zvarové švy;
- švy zvárané plynom.

3. Podľa priestorovej polohy, v ktorej sa zváranie vykonáva:
- nižší;
- horizontálne;
- vertikálne;
- strop.
Najjednoduchší šev je spodný šev, najťažší je stropný šev. V druhom prípade zvárači absolvujú špeciálne školenie a je jednoduchšie vytvoriť stropný šev pomocou zvárania plynom ako oblúkového zvárania.
4. Podľa dĺžky:
- nepretržitý;
- prerušovaný.

Prerušované švy sa praktizujú pomerne široko, najmä v prípadoch, keď nie je potrebné (výpočty pevnosti nezahŕňajú vytvorenie súvislého švu) tesne spájať výrobky. Dĺžka (I) spájaných častí je 50-150 mm, medzera medzi nimi je približne 1,5-2,5 krát väčšia ako zóna zvárania a spolu tvoria rozstup švu (t).
5. Podľa stupňa konvexnosti, t.j. tvar vonkajšieho povrchu:

- normálne;
- konvexný;
- konkávny.
Typ použitej elektródy určuje konvexnosť švu (a"). Najväčšia konvexnosť je charakteristická pre elektródy s tenkým povlakom a elektródy s hrubým povlakom vytvárajú normálne švy, pretože sa vyznačujú väčšou tekutosťou roztaveného kovu.
Experimentálne sa zistilo, že pevnosť švu sa nezvyšuje so zvyšujúcou sa konvexnosťou, najmä ak spojenie „funguje“ pri premenlivom zaťažení a vibráciách. Táto situácia je vysvetlená nasledovne: pri vytváraní švu s veľkou konvexitou nie je možné dosiahnuť hladký prechod od švu k základnému kovu, takže v tomto bode je okraj švu akoby odrezaný, a tu sa sústreďujú hlavne stresy. V podmienkach premenlivého a vibračného zaťaženia v tomto mieste môže dôjsť k deštrukcii zvarového spoja. Okrem toho konvexné zvary vyžadujú zvýšenú spotrebu kovu elektródy, energie a času, t.j. nie je ekonomická možnosť.
6. Podľa konfigurácie:


- rovný;
- prsteň;
- vertikálne;
— horizontálne.
7. Vo vzťahu k pôsobiacim silám:

— bok;
- koniec;
- kombinovaný;
- šikmý.
Vektor pôsobenia vonkajších síl môže byť rovnobežný s osou švu (typické pre sily na boku), kolmý na os švu (pre koncové sily), prechádzať pod uhlom k osi (pre šikmé sily) alebo kombinovať smer bočných a koncových síl (pre kombinované).
8. Podľa spôsobu držania roztaveného zvarového kovu:
— bez podšívky a vankúšov;
— na odnímateľných a zvyšných oceľových obloženiach;
- na medené, tavivo-medené, keramické a azbestové obklady, tavivové a plynové vankúše.
Pri nanášaní prvej vrstvy zvaru je hlavnou vecou schopnosť udržať tekutý kov vo zvarovom kúpeli. Aby ste zabránili jeho úniku, použite:
- oceľové, medené, azbestové a keramické obklady, ktoré sa umiestňujú pod koreňový šev. Vďaka nim je možné zvýšiť zvárací prúd, čo zabezpečuje priechodnosť hrán a zaručuje 100% prienik dielov. Okrem toho obklady držia roztavený kov vo zvarovom kúpeli, čím zabraňujú vzniku popálenín;
— vložky medzi zvarené hrany, ktoré plnia rovnaké funkcie ako tesnenia;
- lemovanie a zváranie koreňa švu z opačnej strany, pričom sa neusiluje o priechodnosť;
- tavivové, tavivo-medené (na zváranie pod tavivom) a plynové (na ručné oblúkové, automatické a argónové zváranie) podložky, ktoré sa privádzajú alebo privádzajú pod prvú vrstvu švu. Ich cieľom je zabrániť vytekaniu kovu zo zvarového kúpeľa;
— uzamykanie spojov pri vytváraní tupých švov, ktoré zabraňujú popáleniu koreňovej vrstvy švu;
- špeciálne elektródy, ktorých povlak obsahuje špeciálne komponenty, ktoré zvyšujú povrchové napätie kovu a nedovoľujú, aby vytekal zo zvarového kúpeľa pri vytváraní zvislých švov zhora nadol;
- pulzný oblúk, vďaka ktorému dochádza ku krátkodobému roztaveniu kovu, čo prispieva k rýchlejšiemu ochladzovaniu a kryštalizácii zvarového kovu.
9. Na strane, na ktorej je šev aplikovaný:

- jednostranný;
- obojstranný.
10. Pre zvárané materiály:
— na uhlíkové a legované ocele;
- na neželezné kovy;
- na bimetal;
- na penový plast a polyetylén.
11. Podľa umiestnenia častí, ktoré sa majú spojiť:
- pod ostrým alebo tupým uhlom;
- v pravom uhle;
- v jednej rovine.
12. Podľa objemu uloženého kovu:

- normálne;
— oslabený;
- vystužený.
13. Podľa umiestnenia na produkte:
— pozdĺžne;
- priečny.
14. Podľa tvaru zváraných konštrukcií:
- na rovných povrchoch;
- na guľových plochách.
15. Podľa počtu vložených guľôčok:

- jednovrstvové;
- viacvrstvové;
- viacprechodový.
Pred vykonaním zváracích prác musia byť okraje spájaných výrobkov, štruktúr alebo častí správne pripravené, pretože pevnosť švu závisí od ich geometrického tvaru. Prvky prípravy formulára sú:

- uhol rezu hrany (a), ktorý sa musí urobiť, ak je hrúbka kovu väčšia ako 3 mm. Ak túto operáciu preskočíte, sú možné také negatívne dôsledky, ako je nedostatok prieniku pozdĺž prierezu zváraného spoja, prehriatie a vyhorenie kovu. Rezanie hrán umožňuje zvárať v niekoľkých vrstvách malého prierezu, čím sa zlepšuje štruktúra zvarového spoja a znižujú sa vnútorné napätia a deformácie;
- medzera medzi spojenými okrajmi (a). Správnosť stanovenej medzery a zvolený režim zvárania určuje, ako úplný bude prienik cez prierez spoja pri vytváraní prvej (koreňovej) vrstvy zvaru;
- otupenie hrán (S), potrebné na to, aby proces nanášania koreňového švu mal určitú stabilitu. Ignorovanie tejto požiadavky vedie k vyhoreniu kovu počas zvárania;
- dĺžka skosenia plechu, ak je rozdiel v hrúbke (L). Tento prvok umožňuje plynulý a postupný prechod z hrubšej časti na tenkú, čo znižuje alebo eliminuje riziko koncentrácie napätia vo zváraných konštrukciách;
— vzájomné posunutie hrán (5). Pretože to znižuje pevnostné charakteristiky spojenia a tiež prispieva k nedostatočnej penetrácii kovu a tvorbe napäťových bodov, GOST 5264-80 stanovuje prijateľné normy, najmä posunutie by nemalo byť väčšie ako 10% kovu. hrúbka (maximálne 3 mm).
Preto pri príprave na zváranie musia byť splnené tieto požiadavky:
— očistite okraje od nečistôt a korózie;
— odstráňte skosenia vhodnej veľkosti (podľa GOST);
- nastavte medzeru v súlade s GOST vyvinutým pre konkrétny typ pripojenia.
Niektoré typy hrán už boli spomenuté skôr (hoci sa o nich uvažovalo z iného hľadiska) pri popise tupých spojov, no napriek tomu je potrebné sa na to ešte raz zamerať.

Výber jedného alebo druhého typu hrany je určený množstvom faktorov:
— metóda zvárania;
- hrúbka kovu;
- spôsob spájania výrobkov, dielov a pod.
Pre každý spôsob zvárania bola vypracovaná samostatná norma, ktorá špecifikuje formu prípravy hrán, veľkosť švu a prípustné odchýlky. Napríklad ručné oblúkové zváranie sa vykonáva v súlade s GOST 5264-80, kontaktné zváranie v súlade s GOST 15878-79, elektrotroskové zváranie v súlade s GOST 1516468 atď.
Okrem toho existuje norma pre grafické označenie zvaru, najmä GOST 2.312-72. Na tento účel použite naklonenú čiaru s jednosmernou šípkou, ktorá označuje oblasť švu.

Charakteristiky zvaru, odporúčaný spôsob zvárania a ďalšie informácie sú uvedené nad alebo pod vodorovnou policou spojenou so šikmou šípkou. Ak je šev viditeľný, t.j. je na prednej strane, potom sú charakteristiky švu uvedené nad policou, ak je neviditeľná - pod ňou.
Symboly zvaru zahŕňajú aj ďalšie symboly.

- oblúkové zváranie - E, ale keďže tento typ je najbežnejší, písmeno nemusí byť na výkresoch uvedené;
— zváranie plynom — G;
— elektrotroskové zváranie — Ш;
- zváranie v prostredí inertného plynu - I;
— zváranie výbuchom — Вз;
— plazmové zváranie — Pl;
— odporové zváranie — Kt;
- zváranie trením - T;
- zváranie za studena - X.
Ak je to potrebné (ak je implementovaných niekoľko metód zvárania), písmenové označenie použitej metódy zvárania sa umiestni pred označením jedného alebo druhého typu:
- manuál - P;
— poloautomatický — P;
- automatický - A.
— ponorený oblúk — F;
— zváranie v aktívnom plyne spotrebnou elektródou – UP;
- zváranie v inertnom plyne spotrebnou elektródou - IP;
— zváranie v inertnom plyne netaviteľnou elektródou —
IN.
Existujú aj špeciálne označenia písmen pre zvárané spoje:
- zadok - C;
— tričko — T;
- prekrytie - N;
- roh - U.
Čísla umiestnené za písmenami určujú číslo zváraného spoja v súlade s GOST pre zváranie.
Zhrnutím vyššie uvedeného môžeme konštatovať, že symboly zvarov sa vyvíjajú do určitej štruktúry.

šev - dĺžka švu, znak / alebo Z, krok; 6 – pre bodový zvar – veľkosť hrotu; 7 - pre odporové zváranie - priemer hrotu,
znak / alebo ~Z. , krok; 8 – pre švové zváranie – dĺžka švu;
9 - šírka a dĺžka švu, znak alebo krok; 10 - znak a noha podľa normy; 11 - konvenčné znázornenie spôsobu zvárania; 12 — typ švu; 13 - štandard pripojenia
Ako príklad si dešifrujme zápis:

- šev je umiestnený na neviditeľnej strane - označenie je umiestnené pod policou;
- T-spoj, šev č. 4 podľa GOST 1477176 - T4;
— zváranie v oxide uhličitom — U;
— poloautomatické zváranie — P;
— dĺžka nohy 6 mm — Г\ 6:
- prerušovaný šev s presadenými úsekmi - 50 ~Z_ 150.